All issues

Volume 56, Issue 1
Displaying 1-24 of 24 articles from this issue
- |<
- <
- 1
- >
- >|
Fundamentals of High Temperature Processes
Review
-
Kenneth C. MillsArticle type: Review
2016 Volume 56 Issue 1 Pages 1-13
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe physical properties of mould slags are key to their performance in the continuous casting process. The magnitudes of key properties (viscosity, break temperature, fcryst and optical properties) are determined by the mould dimensions, casting conditions and the steel grade being cast. However, a range of other properties (e.g. interfacial tension, density) are needed to minimise defects and process problems. The extant data for thermo-physical properties of conventional mould slags are reviewed here and those for specialist powders (e.g. F-free or for casting TRIP steels) are reviewed in Part 2. It was concluded that there is a need for (i) resolution of the huge differences in thermal conductivity of mould slags for T>1050 K obtained with the LP and THW methods (ii) more data for some properties (e.g. Cp and density) and more accuracy for others (viscosity, surface tension) (iii) standardised procedures for the determination of fcryst and (iv) characterisation of the porosity in slag films. It was also concluded that (i) gaseous convection makes a significant contribution to the heat transfer in the powder bed and (ii) glassy slag films are probably optically-thin.View full abstractDownload PDF (659K) Full view HTML -
Kenneth C. MillsArticle type: Review
2016 Volume 56 Issue 1 Pages 14-23
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn Part 1, the thermo-physical properties of conventional mould slags used in the continuous casting of steel were reviewed. In Part 2, the properties of mould slags used in specialised continuous casting are collated and examined. The following types of slag have been studied (i) Fluoride-free (ii) Carbon-free (iii) non- Newtonian slags used to cast (iv) high Al steels (v) Ti-stabilised stainless steels (vi) thin-slabs at high speeds and (vii) round billets. The casting problems encountered with each type of slag are outlined and the characteristics of the developed slags described. The empirical rules developed for conventional casting apply to these specialised continuous casting covered here. So values of the viscosity, break temperature and fraction crystalline phase are determined by the mould dimensions, casting conditions and steel grade. Consequently, much of these data were produced in “New powder versus Conventional powder” and tend to have similar property values. However, some systematic studies have been carried out but there are no published values of the density, surface tension and thermal conductivity.
The use of non- Newtonian slags provides a new method of improving steel cleanliness and many of the casting problems encountered in the casting of high Al steels have been reduced using calcium aluminate –based slags; however, some further developments are still needed in both cases.View full abstractDownload PDF (926K) Full view HTML
Regular Article
-
Chang-Ho Eom, Sung-Hee Lee, Jin-Gyun Park, Joo-Hyun Park, Dong-Joon Mi ...Article type: Regular Article
2016 Volume 56 Issue 1 Pages 37-43
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: December 03, 2015JOURNAL OPEN ACCESS FULL-TEXT HTMLThe thermodynamic behavior of MnO in the CaO–SiO2–MnO slag system of lower basicity to understand the smelting reduction of silicomanganese was investigated. Experimental results indicated that the activity coefficient of MnO was not affected by MnO content less than 30 mol%. However, it did in fact increase as the MnO content increased beyond 30 mol% because the activity coefficient of MnO is closely associated with the silicate structure. The activity coefficient of MnO also increased with increasing basicity of slag and MgO content because of the free O2− ions that are provided into the slag. On the other hand, the effect of the Al2O3 content on the activity coefficient of MnO was analyzed that the structure in the CaO–SiO2–MnO–Al2O3 system changes from that of a Si–O–Si linkage to that of Si–O–Al and Al–O–Al linkages as the content of Al2O3 increases. Structural considerations concerning the effect of slag composition on the activity coefficient of MnO are discussed in detail using Fourier transform infrared (FT-IR) spectroscopy. Finally, it is shown that manganese recovery can be increased by increasing the activity coefficient of MnO in the slag.View full abstractDownload PDF (876K) Full view HTML -
Jiu Zhang, Guohui Mei, Zhi Xie, Shumao ZhaoArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 44-49
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLPhenolic resin has been widely used as the binder of oxide-carbon refractories, and its curing process has a great effect on the bonding strength. In order to optimize the curing process, the curing mechanism, which involved the heat release reaction, weight change and chemical structure evolution, has been investigated in this study. The dehydration-condensation reactions of the curing started at 363 K. Then, the formation and volatilization of water began and accelerated the rate of weight loss of the binder. Meanwhile, these reactions led to the increase of the molecular size of the binder, which might cause the improvement of the binder’s bonding strength. As the temperature increased up to 403 K, the exothermic reaction by the dehydration-condensations of the binder increased and the endothermic reaction by the volatilization of free molecules decreased. In the range from 403 K to 523 K, main dehydration-condensation reactions occurred. These reactions let the molecular size of the binder increase obviously and the bonding strength might be improved significantly. Therefore, a slow heating rate was needed. Above 523 K, the curing gradually approached the end and a higher heating rate was needed. Moreover, when the temperature reached 543 K, the curing was completed because the binder almost had the stable chemical structure, constant weight and very small exothermic reaction.View full abstractDownload PDF (626K) Full view HTML -
Lin Feng, Wan-Yuan ShiArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 50-56
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: November 19, 2015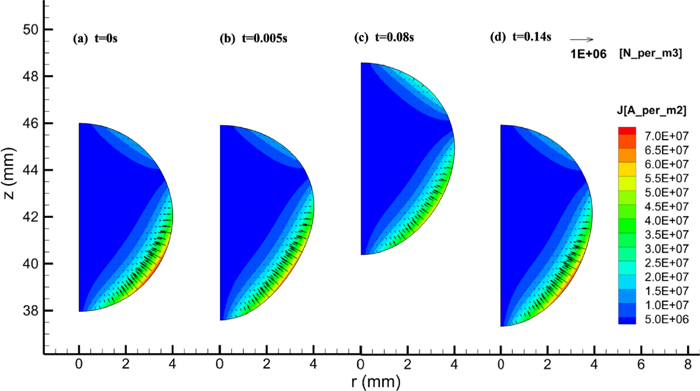 JOURNAL OPEN ACCESS FULL-TEXT HTMLThis work presents a transient simulation of electromagnetically levitated deformed droplet based on Arbitrary Lagrangian-Eulerian method. The magnetic, flow, temperature fields as well as free surface deformation of a molten aluminum droplet are coupled to investigate the influence of coil angle arrangement on dynamic deformation and stability of the droplet under terrestrial conditions. Our results confirm that the Arbitrary Lagrangian-Eulerian method can trace the interface of molten droplet more precisely and the calculation of surface effect is more reliable than that of VOF method. Simulation results show that the electromagnetically levitated molten droplet tends to oscillate in vertical direction and the sphere shape deforms largely at the very beginning of simulation. The dynamic deformation of the molten droplet is small during vertical oscillations since the density of aluminum is small. With the increasing of coil angle, the maximum velocity inside droplet decreases gradually and an over 10% difference is observed comparing with 0 and 30 degree coil angles. At the same time, the temperature of droplet declines significantly with the increasing of coil angles, which is of potential interest for temperature control improvement and undercooling processes in electromagnetic device. The deformation of droplet is observed to be most serious with a coil angle of 12 degree, which should be avoided in future coil design for the purpose of stable levitation of massive materials.View full abstractDownload PDF (877K) Full view HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThis work presents a transient simulation of electromagnetically levitated deformed droplet based on Arbitrary Lagrangian-Eulerian method. The magnetic, flow, temperature fields as well as free surface deformation of a molten aluminum droplet are coupled to investigate the influence of coil angle arrangement on dynamic deformation and stability of the droplet under terrestrial conditions. Our results confirm that the Arbitrary Lagrangian-Eulerian method can trace the interface of molten droplet more precisely and the calculation of surface effect is more reliable than that of VOF method. Simulation results show that the electromagnetically levitated molten droplet tends to oscillate in vertical direction and the sphere shape deforms largely at the very beginning of simulation. The dynamic deformation of the molten droplet is small during vertical oscillations since the density of aluminum is small. With the increasing of coil angle, the maximum velocity inside droplet decreases gradually and an over 10% difference is observed comparing with 0 and 30 degree coil angles. At the same time, the temperature of droplet declines significantly with the increasing of coil angles, which is of potential interest for temperature control improvement and undercooling processes in electromagnetic device. The deformation of droplet is observed to be most serious with a coil angle of 12 degree, which should be avoided in future coil design for the purpose of stable levitation of massive materials.View full abstractDownload PDF (877K) Full view HTML -
Yong Yu, Lei Li, Xiu-li SangArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 57-62
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: October 22, 2015JOURNAL OPEN ACCESS FULL-TEXT HTMLWith the sulfidation roasting process using high sulfur coal, the tin could be removed efficiently from tin-bearing iron concentrates, and the iron phase was reduced to metal iron. The research showed that the tin removal rate increased with roasting temperature and residence time. Different with the phenomena using pyrite as curing agent, deep reduction of tin-bearing concentrates did not cause tin remove rate decrease. The reason may be that curing rate of tin phases by the SO2 generated from high sulfur coal pyrolysis was higher, and the formation amounts of iron-tin alloy were decreased. The iron phase was mainly reduced into Fe from Fe2O3 and Fe3O4 in the roasting process. Tin content of the concentrates was decreased to 0.056% under the conditions of N2 flow rate of 60 ml/min, roasting temperature of 1473 K, residence time of 60 min, high sulfur coal addition amounts of 70% and particle size of 200 meshes. The roasting product can meet the standard of BF ironmaking, which requires tin content in iron ores less than 0.08%. The work supplies a new approach for the clean use of high sulfur coal.View full abstractDownload PDF (1284K) Full view HTML -
Evaluating Composition Dependence in Surface Tension of Si–Ca–Na–O–F Reciprocal Oxide–fluoride MeltsMasanori Suzuki, Shota Tanaka, Masahito Hanao, Toshihiro TanakaArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 63-70
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLSurface tension of molten ionic mixtures such as slag is an important physical property related directly to various surface or interfacial phenomena in high-temperature industrial processes. In particular, surface tension of oxide–fluoride melts is of interest to understand interfacial phenomena in continuous casting in steelmaking. However, the composition dependence of surface tension in reciprocal ionic melts has not been well understood because of its complexity related to the reciprocal reaction between input components in the melt. In this study, we measured the surface tension of reciprocal oxide–fluoride melts in a Si–Ca–Na–O–F multicomponent system, to evaluate its composition dependence. We used a maximum bubble pressure method to determine the surface tension of these melts with high accuracy. Our results indicate that (1) the surface tension of the SiO2–CaO melt decreases by NaF addition more steeply than by Na2O addition, and (2) the surface tension of the SiO2–CaO–CaF2 melt decreases with Na2O addition but depends on NaF formation because of the reciprocal reaction CaF2 + Na2O = CaO + 2 NaF. When this reaction is taken into account, the surface tension of the SiO2–CaO–CaF2–Na2O melt matches that of the SiO2–CaO–NaF melt with increased CaO concentration from the above melt composition.View full abstractDownload PDF (1243K) Full view HTML -
Dong-Yuk Kim, Sung-Mo JungArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 71-77
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of Fe addition on the carbothermic reduction of MnO has been investigated from kinetic viewpoint in the temperature ranges of 1100–1300°C. The addition of Fe affected the carburization rate of MnO at all the experimental temperatures. The reduction degree and carburization rate of MnO were increased with adding metallic Fe, and the most influential experiment was confirmed at the temperatures where Fe–C melt could be formed. It was confirmed that the direct carburization rate of MnO by dissolved carbon in Fe is faster than indirect carburization rate by CO gas. The carburization behavior of MnO by Fe–C melt were considerably different at 1200°C and 1300°C, although Fe was melted with carbon in both temperatures which are above 1150°C. The results could be explained by not only melting rate of Fe–C but also melting point of (Mn,Fe)-carbide.View full abstractDownload PDF (2155K) Full view HTML
Ironmaking
Regular Article
-
Yanhong Luo, Deqing Zhu, Xianlin Zhou, Bengjing Shi, Feng ZhangArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 78-87
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: November 26, 2015JOURNAL OPEN ACCESS FULL-TEXT HTMLEffective utilization of low grade iron ore and low rank coal by excessive coal-based direct reduction process to coproduce DRI powder and semi-coke can be one of the solutions to cut the high cost of DRI powder and solve the problem of DRI shortage in the steelmaking industrial in China. In this paper, an integrated process was developed to beneficiate low grade siderite ore and upgrade inferior coal simultaneously to yield DRI powder and semi-coke. Based on bench scale results, the pilot scale verification tests were conducted and the final DRI concentrate assaying 92.62% Fetotal, 93.51% metallization degree was obtained at total iron recovery of 82.98%. Meanwhile, C/Fe mass ratio was elevated to 2.50 in the direct reduction of siderite to generate semi-coke as by-product, which contained 76.11% fixed carbon. Based on the characterization of the semi-coke, it can be used as solid fuel in the iron ore sintering to replace coke breeze and cut production cost. The integrated process provides an attractive way to manufacture good quality burdens for electric furnace and alternative solid fuel for metallurgy industry.View full abstractDownload PDF (1426K) Full view HTML -
Xin Jiang, Shih-Hsien Liu, Tsung-Yen Huang, Guangqiang Zhang, He Guo, ...Article type: Regular Article
2016 Volume 56 Issue 1 Pages 88-93
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: November 26, 2015 JOURNAL OPEN ACCESS FULL-TEXT HTMLRecently, more and more attention has been paid on alternative ironmaking processes due to the sustainable development. Aimed for the development of a new direct reduction technology, PSH process, the effects of reducing time on the metallization degree (MD) of carbothermic reduction of tall pellets bed at high temperature (1500°C) are investigated at lab-scale in present work. The experimental results show, (1) In case of 50 min of reducing time, the MD of bottom layer DRI (Direct Reduced Iron) is lower, about 13%. MD of total pellets bed is about 58%. (2) In case of 60 min, the MD of bottom layer DRI increases to 63%. MD of total pellets bed increases to 80%. But for this case, the longer reducing time may result in some disadvantage, e.g. re-oxidation of top layer DRI, low efficiency of thermal energy, and low productivity. (3) Hot charge can obviously increase the metallization degree of DRI, especially for the bottom layers. In case of 50 min, compared with cold charge operation, the MD of bottom layer increases from 13% to 78%. Then the MD of total DRI bed increases from 58% to 85% by hot charge operation. Therefore, 50 min and hot charge are proposed based on the investigation in present work. These experimental results can give some theoretical references for the development of PSH process in future.Schematic diagram of the carbothermic reduction of tall pellets bed. Fullsize ImageView full abstractDownload PDF (1003K) Full view HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLRecently, more and more attention has been paid on alternative ironmaking processes due to the sustainable development. Aimed for the development of a new direct reduction technology, PSH process, the effects of reducing time on the metallization degree (MD) of carbothermic reduction of tall pellets bed at high temperature (1500°C) are investigated at lab-scale in present work. The experimental results show, (1) In case of 50 min of reducing time, the MD of bottom layer DRI (Direct Reduced Iron) is lower, about 13%. MD of total pellets bed is about 58%. (2) In case of 60 min, the MD of bottom layer DRI increases to 63%. MD of total pellets bed increases to 80%. But for this case, the longer reducing time may result in some disadvantage, e.g. re-oxidation of top layer DRI, low efficiency of thermal energy, and low productivity. (3) Hot charge can obviously increase the metallization degree of DRI, especially for the bottom layers. In case of 50 min, compared with cold charge operation, the MD of bottom layer increases from 13% to 78%. Then the MD of total DRI bed increases from 58% to 85% by hot charge operation. Therefore, 50 min and hot charge are proposed based on the investigation in present work. These experimental results can give some theoretical references for the development of PSH process in future.Schematic diagram of the carbothermic reduction of tall pellets bed. Fullsize ImageView full abstractDownload PDF (1003K) Full view HTML
Steelmaking
Regular Article
-
Hong-Xia Li, Qiang Wang, Jia-Wei Jiang, Hong Lei, Zhan-Cheng Guo, Ji-C ...Article type: Regular Article
2016 Volume 56 Issue 1 Pages 94-102
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo suppress slag entrapment by vortexes during steel teeming, and to improve steel cleanliness, key factors affecting free surface vortex formation have been analyzed in this study. It was found that Coriolis forces have little effect on vortex formation. The initial tangential disturbance is the main factor for vortex formation. And when the nozzle position is central or eccentric, the effects of initial tangential velocity, nozzle diameter on the critical height are different. Physical properties of liquid steel have a small effect on the critical height. A formula for calculating the height was discussed.View full abstractDownload PDF (2371K) Full view HTML -
Ming Wen, Ting-an Zhang, Zhihe DouArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 103-107
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo overcome the drawbacks of the high price and low efficiency of the desulfurizer which is used in spraying magnesium desulfurization, an in-situ desulfurization method that using the high temperature in hot metal to generate magnesium vapor was proposed. In this paper, the generation of magnesium vapor using new desulfurizer was investigated, and the conclusions are: with the temperature increasing, diffusion velocity of magnesium vapor and reaction rate were accelerated; with the increasing of flow rate of carrier gas, the reaction rate were accelerated; the apparent activation energy of the generation of magnesium vapor using new Magnesia-based desulfurizer was 69.57 kJ/mol, and the process was controlled by diffusion.View full abstractDownload PDF (554K) Full view HTML -
Hu Lin Yang, Jian Song Ye, Xiao Liang Wu, Yong Sheng Peng, Yi Fang, Xi ...Article type: Regular Article
2016 Volume 56 Issue 1 Pages 108-115
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
 JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to study the effect of top slag with low basicity on transformation control of inclusions in spring steel deoxidized by Si and Mn, the optimum composition of CaO–SiO2–Al2O3–MgO slag system with low basicity was firstly calculated by FactSage. Then the industrial experiments were carried out based on the results of calculation. Scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) were used to determine the morphology, size and composition of inclusions in spring steel. It is proved that MnS, CaO–SiO2–Al2O3–MgO and CaO–SiO2–Al2O3–MgO–MnS system inclusions are three major nonmetallic inclusions in spring steel, and the transformation of inclusion compositions to plastic deformation can be achieved by controlling the binary basicity (CaO/SiO2 by mass percent) at the range of 1.0 to 1.19 and C/A (C/A = CaO/Al2O3 by mass percent) above 9 in top slag. In addition, along with the refining process, the average oxygen content in molten steel and the alumina content in inclusions both decrease, and the number of inclusions greater than 5 um gradually decreases. Finally, the inclusions in spring wire rod are controlled effectively.View full abstractDownload PDF (1756K) Full view HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to study the effect of top slag with low basicity on transformation control of inclusions in spring steel deoxidized by Si and Mn, the optimum composition of CaO–SiO2–Al2O3–MgO slag system with low basicity was firstly calculated by FactSage. Then the industrial experiments were carried out based on the results of calculation. Scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) were used to determine the morphology, size and composition of inclusions in spring steel. It is proved that MnS, CaO–SiO2–Al2O3–MgO and CaO–SiO2–Al2O3–MgO–MnS system inclusions are three major nonmetallic inclusions in spring steel, and the transformation of inclusion compositions to plastic deformation can be achieved by controlling the binary basicity (CaO/SiO2 by mass percent) at the range of 1.0 to 1.19 and C/A (C/A = CaO/Al2O3 by mass percent) above 9 in top slag. In addition, along with the refining process, the average oxygen content in molten steel and the alumina content in inclusions both decrease, and the number of inclusions greater than 5 um gradually decreases. Finally, the inclusions in spring wire rod are controlled effectively.View full abstractDownload PDF (1756K) Full view HTML
Note
-
Lei Shao, Shan Yu, Biao Tang, Xiao-ming Wang, Zong-shu ZouArticle type: Note
2016 Volume 56 Issue 1 Pages 176-178
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: December 03, 2015 JOURNAL OPEN ACCESS FULL-TEXT HTMLIn BOF steelmaking process, high-activity lime has been widely used to form an appropriate slag as a medium for the removal of non-volatile impurities from the hot metal treated. In recent years, however, great attention has been paid to the possibility of directly using limestone instead of lime in the furnace. Despite laboratory experiments and industrial trials have proven the feasibility of the technique, a list of underlying issues still require more considerations, e.g., thermodynamics and kinetics of steelmaking reactions and limestone evolution during blowing under the new condition. The main motivation behind this paper is to establish a kinetic model for limestone decomposition under BOF steelmaking condition on the basis of shrinking core hypothesis. The Kozeny-Carman equation that correlates pressure gradient with the corresponding velocity is integrated into the model in order to account for the CO2 flow through the lime layer packed with small grains. The model is demonstrated using a set of experimental data and is finally verified by comparing the obtained thermal conductivity and grain size with available values in the literature.Schematic representation of the decomposition process for a cylindrical specimen. Fullsize ImageView full abstractDownload PDF (720K) Full view HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn BOF steelmaking process, high-activity lime has been widely used to form an appropriate slag as a medium for the removal of non-volatile impurities from the hot metal treated. In recent years, however, great attention has been paid to the possibility of directly using limestone instead of lime in the furnace. Despite laboratory experiments and industrial trials have proven the feasibility of the technique, a list of underlying issues still require more considerations, e.g., thermodynamics and kinetics of steelmaking reactions and limestone evolution during blowing under the new condition. The main motivation behind this paper is to establish a kinetic model for limestone decomposition under BOF steelmaking condition on the basis of shrinking core hypothesis. The Kozeny-Carman equation that correlates pressure gradient with the corresponding velocity is integrated into the model in order to account for the CO2 flow through the lime layer packed with small grains. The model is demonstrated using a set of experimental data and is finally verified by comparing the obtained thermal conductivity and grain size with available values in the literature.Schematic representation of the decomposition process for a cylindrical specimen. Fullsize ImageView full abstractDownload PDF (720K) Full view HTML
Casting and Solidification
Regular Article
-
Tao Zhang, Zhiguo Luo, Heng Zhou, Bing Ni, Zongshu ZouArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 116-125
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLA new mathematical model considering the process of bubbles interaction has been developed to simulate the transient fluid flow, dispersed bubbles motion and transport process in the slab continuous casting mold. Rather than prescribing a constant bubbles size in previous work, this model allow us to calculate the constantly changed daughter particles size distribution after the process of bubbles collision and breakup. In this paper, using the new model to study the effect of some parameters such as gas flow, casting speed, and the depth of submerged entry nozzle (SEN) on the fluid flow pattern, the gas volume fraction, the distribution of bubbles and so on. The predictions of gas bubble distribution and fluid flow pattern are in good agreement with the water model experimental observations. Meanwhile, the model has successfully reproduced many known phenomena and other new predictions, including the process of bubbles collision and breakup. The simulation results show that the important factors that influence the size and quantity distribution range of bubbles are casting speed and argon gas flow rate and depth of SEN. Through the statistical analysis of bubbles behavior, the effects of blowing argon on porosity defects under different operating conditions can be obtained.View full abstractDownload PDF (1640K) Full view HTML
Forming Processing and Thermomechanical Treatment
Regular Article
-
Qianlin Wu, Zhonghua Zhang, Yaoheng LiuArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 126-131
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLStrain aging behavior of microalloyed low carbon seamless pipeline steel with normalized (ferritic-pearlitic) and quenched-and-tempered (ferritic-cementitic) microstructures has been investigated in different pre-strains at 250°C. The yield ratios of steels with ferritic-pearlitic microstructure at different pre-strains are significantly higher than that with ferritic-cementitic microstructure. It is attributed that an interaction between particles and dislocation is stronger for quenched-and-tempered steel in comparison with that for normalized steel. Therefore, strain aging resistance of normalized steel is, to a great extent, better than that of quenched-and-tempered steel. Unlike welded pipe, few carbon atoms in supersaturated solid solution diffuse to the mobile dislocations, forming Cottrell atmospheres and producing strain aging phenomenon in seamless pipe. This different is attributed to the different pipe making technique: TMCP (Thermo-Mechanical Control Process) for welded pipe and traditional heat-treatment for seamless pipe.View full abstractDownload PDF (1028K) Full view HTML
Note
-
Tian Zhang, Bingxing Wang, Zhaodong Wang, Guodong WangArticle type: Note
2016 Volume 56 Issue 1 Pages 179-182
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
Advance online publication: December 10, 2015JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to decrease widthwise trimming loss of heavy plate, the metal deformation in width direction has to be controlled to ensure that the side-surface shape of plate is close to flatness. A method called large temperature gradient rolling (LTGR), which combines rolling with water cooling at the slab surface, is suggested to improve side shape of heavy plate. The process is studied by means of both simulations and experiments. LTGR process can correct the double bulge deformation effectively so as to avoid metal overlaps on the edge of plate by comparing with conventional rolling (CVR) process. The temperature gradient can result in deformation resistance gradient through the thickness of slab. The degree of width spread in the central region of the rolling piece increases under the condition of temperature gradient. It indicates that the deformation penetration deepens into the core area of the plate and the internal metal flow enhances. These results provided guidelines for further investigation and application on side-surface shape control of heavy plate.View full abstractDownload PDF (844K) Full view HTML
Welding and Joining
Regular Article
-
Bing Cui, Yun Peng, Lin Zhao, Mengdu Peng, Tongbang An, Chengyong MaArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 132-139
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLMicrostructure evolution and impact toughness measurement on a coarse grained heat affected zone (CGHAZ) of Q890steel have been investigated in this study by Gleeble 1500 simulation technique. The results indicate that a relevant mediate energy input is recommended for welding of Q890 steel, according to a fact that an impact energy as high as 83 J is attained in the CGHAZ with t8/5 of 20 s. It is related to the cumulative contribution of prior–phase bainitic ferrite separated martensite comprises interlocking structure of laths that can promote a sufficient subdivision of the block and finer effective grain size and the highest density of high angle boundaries. Higher heat input can result in brittle fracture in the CGHAZ since the stress concentration and triaxiality of the neighboring matrix are increased by the hard phase particles such as M-A constituents.View full abstractDownload PDF (1832K) Full view HTML
Transformations and Microstructures
Review
-
Harshad Kumar Dharamshi Hansraj BhadeshiaArticle type: Review
2016 Volume 56 Issue 1 Pages 24-36
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
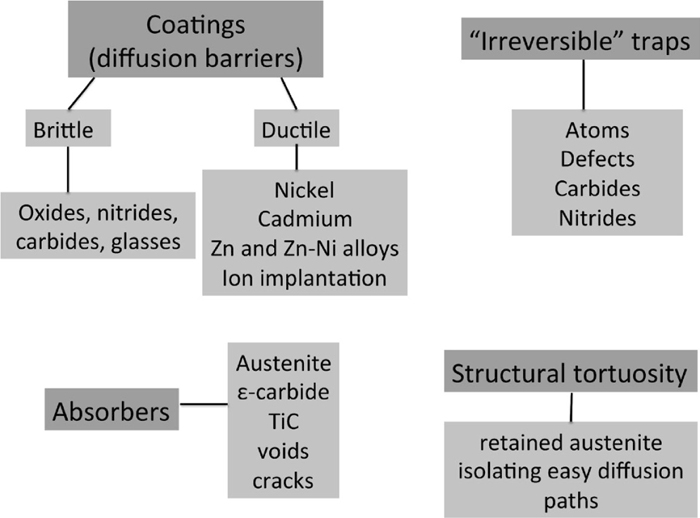 JOURNAL OPEN ACCESS FULL-TEXT HTMLThe essential facts about the nature of the hydrogen embrittlement of steels have now been known for 140 years. It is diffusible hydrogen that is harmful to the toughness of iron. It follows, therefore, that the harmful influence of diffusible hydrogen can be mitigated by preventing its entry into steel or by rendering it immobile once it penetrates the material. This review deals with the methods that might be implemented to design steels and components that resist hydrogen embrittlement by reducing the intake of hydrogen or rendering it innocuous when it does penetrate the steel.View full abstractDownload PDF (922K) Full view HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe essential facts about the nature of the hydrogen embrittlement of steels have now been known for 140 years. It is diffusible hydrogen that is harmful to the toughness of iron. It follows, therefore, that the harmful influence of diffusible hydrogen can be mitigated by preventing its entry into steel or by rendering it immobile once it penetrates the material. This review deals with the methods that might be implemented to design steels and components that resist hydrogen embrittlement by reducing the intake of hydrogen or rendering it innocuous when it does penetrate the steel.View full abstractDownload PDF (922K) Full view HTML
Regular Article
-
Xun Qiao, Lizhan Han, Weimin Zhang, Jianfeng GuArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 140-147
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLA variety of quenching, cryogenic and tempering treatments were conducted to assess the effect of cryogenic treatment on the thermal stability of retained austenite (RA) during tempering processes in high-carbon steel. Optical and electron scanning microscopes, transmission electron microscopy coupled with X-ray diffractions were employed to determine the morphology, fraction and carbon concentration of RA. It is confirmed that pre-cryogenic treatment is crucial which strongly affects the carbon concentration and dislocation density in RA and thus consequently the stability of RA. However, the carbon concentration is the most dominant one especially in relatively higher temperature tempering processes.View full abstractDownload PDF (1845K) Full view HTML -
Pengcheng Song, Wenbo Liu, Chi Zhang, Lu Liu, Zhigang YangArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 148-153
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe austenite growth behavior during intercritical annealing of a martensitic stainless steel 13Cr-5Ni was investigated using X-ray diffraction (XRD), electron backscatter diffraction (EBSD), transmission electron microscopy (TEM) and Thermocalc-Dictra simulation. The samples were firstly heated to 650°C with the heating rate of 10°C/s, and then cooled to room temperature without holding for anytime. Experimental results show that reversed austenite tends to nucleate and grow with an acicular shape along lath boundaries (LAMSBs) and with a globular shape along grain boundaries (GBs). Alloy samples were then held at 650°C for different times, and both the EBSD and XRD results show that the amount of retained austenite at room temperature firstly increases with holding time, displaying a peak at about 20 minutes, and then starts to decrease. Together with the Thermocalc-Dictra simulation results and our previous results, this observation indicates that the austenite growth is accompanied with the diffusion of Ni from matrix to reversed austenite.View full abstractDownload PDF (1838K) Full view HTML -
Shahrooz Nafisi, Babak Shalchi Amirkhiz, Fateh Fazeli, Muhammad Arafin ...Article type: Regular Article
2016 Volume 56 Issue 1 Pages 154-160
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLLaboratory heats of high strength low alloy steels with yield strength of 100 ksi (API X100) were produced with and without vanadium addition. Upon mechanical testing of the rolled plates, it was determined that 0.06 wt.% V increased the yield and tensile strengths from 8 to 14% in all directions without adverse effects on toughness or ductility. Transmission Electron Microscopy (TEM) was used to study the distribution and structure and volume density of precipitation in the two steels. A higher number density of smaller carbonitride precipitates with more uniform distribution was observed in the V-added alloy compared to the steel without vanadium. Size and volume density of the carbonitride precipitates were measured based on EDX elemental maps of Nb, V and Ti, and measuring thickness of the TEM samples. It is shown that the volume density of carbonitride precipitates in the V-added sample is one order of magnitude higher than the base alloy. Ashby-Orowan analysis indicated that the additional precipitation density due to vanadium addition made partial contribution to the observed increase in strength. Other possible strengthening mechanisms caused by carbonitride precipitates such as their effect on dislocation recovery in bainite and refinement of bainite microstructure are also discussed.View full abstractDownload PDF (4151K) Full view HTML -
Minoru Honjo, Tatsumi Kimura, Kazukuni HaseArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 161-167
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to clarify the refinement behavior of the lamellar spacing and high temperature stability of the lamellae in pearlite by the addition of Cr, the effects of supercooling, the diffusion coefficients of C and Cr and spheroidizing of cementite were investigating using Fe-0.8%C binary and Fe-0.8%C-Cr ternary steels.
The equilibrium transformation temperature of pearlite was increased by the addition of Cr. In comparison with the Fe-0.8%C steel, at a fixed pearlite transformation temperature, the pearlite lamellar spacing of the Cr-added steel was refined by increasing supercooling, and at the same supercooling, the lamellar spacing was refined by increasing the Cr content. This is caused by a decrease of the diffusion coefficient of C in the austenite by addition of Cr.
Spheroidizing of cementite in pearlite at high temperature was inhibited by increasing the Cr content. The spheroidizing rate was reduced by the addition of Cr. Spheroidizing of cementite in pearlite by increasing the Cr content was inhibited due to the increased contribution of Cr diffusion for the coarsening reaction of cementite.View full abstractDownload PDF (1326K) Full view HTML
Social and Environmental Engineering
Regular Article
-
Kenichi Higuchi, Akira Gushima, Tsuneo IkedaArticle type: Regular Article
2016 Volume 56 Issue 1 Pages 168-175
Published: January 15, 2016
Released on J-STAGE: January 29, 2016
JOURNAL OPEN ACCESS FULL-TEXT HTMLHerein, we investigate the chemical recycling of waste gypsum board obtaining synthetic calcium ferrite for making steel. Thermodynamic estimation and results of small-scale heating tests revealed that decomposition of gypsum was promoted in the partial pressure of O2 and lower partial pressure of SO2 by preventing the formation of CaS. The addition of Fe2O3 to gypsum helped reduce the decomposition temperature of gypsum, resulting in formation of calcium ferrite in a lower temperature. Decomposition of gypsum was incomplete after heating in air at 1180°C, whereas calcium ferrite was successfully obtained by a two-step heat treatment of gypsum: forming CaS through carbon reduction and heating the fine mixture of Fe2O3 and CaS at 1180°C. Calcium ferrite can also be obtained in a single heat treatment if we use the proper gas and material conditions. After trial tests using a large-scale rotary kiln, we confirmed that heating a sample containing gypsum, coke fine, and Fe2O3 at a temperature less than 1200°C resulted in the formation of calcium ferrite accompanied with a high desulfurization degree of gypsum.View full abstractDownload PDF (1677K) Full view HTML
- |<
- <
- 1
- >
- >|