
- |<
- <
- 1
- >
- >|
-
2021 Volume 61 Issue 11 Pages Cover-
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESSDownload PDF (458K) -
2021 Volume 61 Issue 11 Pages Editorial-
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESSDownload PDF (3141K) -
2021 Volume 61 Issue 11 Pages Contents-
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESSDownload PDF (301K)
-
Hideyuki Ohtsuka, Kaneaki TsuzakiArticle type: Review
2021 Volume 61 Issue 11 Pages 2677-2686
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLCarbon is the most important alloying element in steels and Fe–C alloys have been studied intensively. Carbon has various functions and has a strong influence on the transformed structures and mechanical properties. There are plenty of experimental data of Fe–C alloys but we still have many unsolved problems. The first-principles calculation and molecular dynamics (MD) method can evaluate effects of the slight change of the position and distribution of carbon atoms on energy and physical properties. So they are very useful for clarifying the nature and state of carbon in steels and for solving the problems which cannot be made clear by experiments. The electronic structure of carbon in iron, diffusion of carbon, site occupation of carbon atom in martensite, tetragonality, C–C interaction, carbon cluster and spinodal decomposition of martensite are the topics of this review paper. The studies using first-principles calculation and MD method are mainly reviewed. How much of the unsolved issues are clarified and what kind of problems remain are shown.
α″-Fe16C2 structure. (Online version in color.) Fullsize ImageView full abstractDownload PDF (740K) Full view HTML
-
Kameswara Srikar Sista, Deepak Kumar, Gourav Ranjan Sinha, Abhijeet Pr ...Article type: Review
2021 Volume 61 Issue 11 Pages 2687-2702
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLIron powders due to their wide spectrum of applications is one of the potential materials of all time. Water remediation is one of the prominent and widely explored applications of iron. Arsenic is one of the most common and life-threatening pollutants present in the globe. Ingestion of arsenic contaminated products, especially water containing arsenic above 10 ppb results in acute health disorders. Due to its existence in various oxidation states such as As(V), As(III), As (0), As(-III), arsenic removal from aqueous systems is not a straightforward problem to solve. Among various materials which assist arsenic removal, iron powders due to their low cost, high reactivity, commercial availability, multiple mechanisms of removal, reusability and on-site usage, is one of the prominent and lucrative treatment medias. Iron powder employs one or combination of oxidation, reduction, adsorption, precipitation and co-precipitation mechanisms for the arsenic removal. Physico-chemical properties (purity, size, etc.) of powders along with aqueous system properties (pH, oxygen, contaminants, etc.) play a significant role in steering the arsenic removal. Iron powders from electrolytic and reduction routes are largely preferred for water remediation. This review is first of its kind work highlighting the potential of micron and macro scale iron powders in water remediation, especially arsenic removal. Special emphasis is given on the different routes of synthesis, mechanisms of removal, research evolution and commercial presence of iron powders for water remediation.
View full abstractDownload PDF (1029K) Full view HTML
-
Weixian Wang, Hongwei Zhang, Keiji Nakajima, Hong Lei, Guofeng Tang, X ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2703-2714
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLControl of MnS and Fe3P precipitate are of vital importance for the quality of the bearing steels. The precipitation behavior is not only related to shortening the bearing steel’s fatigue life, but also to another serious engineering problem i.e. changing the billet final solidification position. In order to distinguish the different precipitate behavior on the influencing of the final solidification position, a slice moving method combined with Kobayashi approximation and the MnS and Fe3P precipitation is developed. The continuous casting billet of seven-component bearing steel, i.e. Fe–C–Cr–Mn–Si–P–S system, is considered as the raw material. Upon the present chemical composition of 0.004 to 0.007 mass% S and 0.011 to 0.012 mass%P in 100Cr6 (DIN-Norm) and RAD1 (GB-Norm) alloy, the MnS but not Fe3P precipitate covers the billet cross section. The onset of Fe3P precipitation is at 0.019 mass% P in 100Cr6 alloy and 0.021 mass% P in RAD1 alloy. The distribution of the maximum amount of MnS and Fe3P precipitate is similar, i.e. concentrating at the billet center. The increase of P composition, besides accelerating the precipitation of MnS and Fe3P, elongates the liquid core length. In contrast, the increase of S composition and the precipitation of MnS greatly shortens the liquid core length. Thus it is vital to control composition of S, P solute to a low level in bearing steels in order to stabilize the final solidification position.
View full abstractDownload PDF (1684K) Full view HTML
-
Hao-Hsun Chang, In-Gann Chen, Ke-Miao Lu, Shih-Hsien LiuArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2715-2723
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: September 08, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLIn the ironmaking processes via the carbothermic reduction with the tall-bed reactor, the composite pellets are rapidly reduced to highly metallized direct reduced iron (DRI) with high productivity under high temperature. Without coke making and ore sintering process, carbothermic reduction are not only help broaden the selection of raw materials but an environmentally friendly approach for the ironmaking process. In this study, experiments were conducted for iron ore-coal composite pellets under four heating rates. During the reduction, the reaction was quenched at different temperatures by quickly moving the specimens to room temperature. After the experiments, we performed phase analysis by X-ray diffraction, chemical composition analysis by wet method, and microstructure observation and element distribution analysis by scanning electron microscopy with energy dispersive spectrum. The pellet morphology during the experiments was also recorded. The pellets under fast heating rates (80°C/min and 40°C/min) collapsed over 1300°C. The pellets under the slow heating rate (20°C/min) maintained their spherical morphology until 1400°C. We found that the formation and melting of fayalite (2FeO–SiO2 or Fe2SiO4) played a key role in the collapsing behavior of pellets, which can be classified into three different stages, (a) between 1000°C and 1200°C, a large amount of fayalite compound (melting point at 1178°C) was formed. (b) above 1178°C, the fayalite compound started to melt and became a liquid phase. (c) between 1178°C and 1400°C, the pellets lost their strength, and collapsed due to the excess amount of liquid phase present.
View full abstractDownload PDF (1443K) Full view HTML -
Yongchun Guo, Fengman Shen, Haiyan Zheng, Shuo Wang, Xin Jiang, Qiangj ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2724-2730
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this paper, slag-metal equilibrium experiments have been carried out for the determination of activity of MgO in CaO–SiO2–MgO–Al2O3 melts for blast furnace slag at T=1873 K using Sn as metal solvent and CaF2–MgO slag as reference slag. Based on the obtained experimental results, the iso-activity contour for CaO–SiO2–MgO–Al2O3 system was plotted. The effects of R(w(CaO)/w(SiO2)) and w(MgO)/w(Al2O3) on the activity of MgO was also discussed. The effects of R and w(MgO)/w(Al2O3) on slag structure were analyzed by Fourier transform infrared spectroscopy (FT-IR). The results show that when w(Al2O3)=20% and w(MgO)/w(Al2O3)=0.50, the activity of MgO increased with the increase of R. When w(Al2O3)=20% and R=1.30, the activity of MgO increased with the increase of w(MgO)/w(Al2O3). Through the analysis of FT-IR, the amount of free oxygen ions (O2−) increases with the increase of R or w(MgO)/w(Al2O3) in slag, and these free oxygen ions interact with the bridge oxygen (O0) of silicate, resulting in the gradual depolymerization of complex Si–O structure in slag.
View full abstractDownload PDF (1121K) Full view HTML -
Yannan Wang, Wei Lv, Xiaohui Fan, Min GanArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2731-2736
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLLead (Pb) increases the corrosion rate of refractory lining in blast furnaces. The iron ore sintering process plays a vital role in decreasing lead content of the feeding materials for blast furnaces. In this paper, lead compounds in the raw materials blend and the sinter product were leached out sequentially and classified into four categories. In the raw materials blend, PbS accounted for about 66.25% of lead compounds and 23.57% of lead was found as PbO. While in the sinter product, the main lead compounds were PbSO4, PbO·Fe2O3 and PbO. The transformation and removal behaviours of lead compounds were simulated via Factsage7.1 and tube furnace tests. It was confirmed Pb could be removed in forms of PbCl2, metallic Pb and PbO during iron ore sintering process. The lead removal rate in the industry was 49.77%. While, with the increasing carbon to 15%, over 93% of the lead was removed in lab. In addition, increasing the maximum sintering temperature and CaO content properly could also enhance the removal of lead.
Transformation and removal behaviours of lead in four layers of the sintering process. Fullsize ImageView full abstractDownload PDF (930K) Full view HTML -
Yuya Ono, Mohammad Ramdzuanny, Yohsuke Matsushita, Hideyuki Aoki, Shoh ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2737-2744
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLDuring the production of formed coke from coal, the step of briquetting (compression molding) has strong effects on the structure and strength of the coke. To systematically examine important factors in the briquetting process, this study used the discrete element method to numerically simulate the loading and unloading test of an actual packed bed of coal particles. Changes in the structure inside the packed bed and the stress during compression were evaluated. X-ray CT images showed that the filling ratio was higher near the top of the bed close to the piston. According to the simulation result, this was because of the relatively stronger contact force experienced by individual particles in that part of the packed bed. The simulation also indicated that the frictional force between particles affects the distribution of the contact force acting on them, while the friction force between the particle and container wall especially influences the distributions of the contact force and the filling ratio.
View full abstractDownload PDF (1286K) Full view HTML -
Raymond James Longbottom, Zhe Wang, Kim Hockings, Brian Joseph Monagha ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2745-2753
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: October 07, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of combinations of minerals in the alumina-silica-magnetite ternary system on the reactivity of coke analogues with CO2 at 1100°C in a pseudo-CRI test. The reactivity of coke analogue was found to be largely linearly related to the proportions of each mineral in the alumina-quartz-magnetite ternary system. It was found that quartz decreased the reactivity of the coke analogue, alumina had little effect, while magnetite increased the reactivity. The effect of minerals in the pseudo-binary combinations of mullite-magnetite and kaolinite-magnetite was found to be similar to the effect of the simple alumina-quartz-magnetite ternary combination with the equivalent composition, i.e. the minerals of different phases but the same composition had the same effect on the reactivity of the coke analogue. Pre- and post-experimental characterisation confirmed the mineral (aluminosilicates, quartz and alumina) phase did not change and that they remained as separate particles. It was also shown the effect on minerals with compositions in the alumina-silica-magnetite system on coke reactivity can be considered to be linearly related to the composition of the coke mineral. As such, the reactivity of coke under CRI conditions may be predicted based on a simple ash composition analysis for the alumina-silica-magnetite ternary system. This supports the often used practice of using relations between reactivity and coke ash composition for the prediction of measures of coke performance such as CRI, for minerals in the alumina-silica-magnetite system.
View full abstractDownload PDF (923K) Full view HTML
-
Chunming Zhang, Nan Wang, Min ChenArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2754-2764
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo improve the modification efficiency and effect of hot slag with mechanical stirring, the motion and dispersion characteristic of modifier particles with stirring time are investigated by numerical simulation, and the entrainment mechanism of particle with mechanical stirring was discussed. In addition, a quantitative index of particle dispersion characteristic suitable for discrete particle simulation is proposed and the effects of stirring speed and impeller structure on the dispersion of modifier particle were also elucidated. The results show that four circulation streams on each side of cross-shaped impeller which are beneficial to complete mixing between modifier particles and hot slag. The dispersion of modifier particles depends on the axial circulation velocity and turbulent kinetic energy of hot slag surface. A dynamic steady state of particle motion in each region can be obtained within 8 s by mechanical stirring. The stirring speed of 60 rpm by cross-shaped impeller are more conducive to hot slag modification.
View full abstractDownload PDF (2493K) Full view HTML -
Chengjun Liu, Rui Zhang, Yifan Meng, Zhen Wang, Shiyan Jiao, Jixiang J ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2765-2772
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLFor comprehensive understanding and control of the properties of CaO–MgO–SiO2–FexO–P2O5 slags, thorough investigation of the surface tension-structure relationship is required. In this study, the structural behaviors of components were analyzed by Raman spectroscopy, and the transformation mechanism of surface tension as a function of composition was clarified. The results showed that with CaO/SiO2 increasing from 0.5 to 2.0, O2– resulted in the progressive breaking of bridging oxygen bonds in [SiO4]- and [PO4]-tetrahedrons, and Ca2+ contributed to the stabilization of [FeO4]-tetrahedrons, thereby promoting the transformation from [FeO6]-octahedrons to [FeO4]-tetrahedrons. Although the network-forming ability of Fe3+ was enhanced, the overall non-bridging oxygen number still showed a gradual increase and thus the non-bridging oxygen bonds with higher unsatisfied energy in the surface layer led to an increase in surface tension. Nonetheless, the increasing P=O bonds effectively reduced surface tension due to its stable configuration in the range of CaO/SiO2 = 0.5–1.0, diminishing the increasing magnitude of surface tension. Furthermore, a strong linear relationship between surface tension and the logarithm of structural parameters was found. On this basis, a surface tension estimation equation applied to the CaO–MgO–SiO2–FexO–P2O5-based system was established in terms of the deconvolution results of the melt structures.
View full abstractDownload PDF (1325K) Full view HTML
-
Shiyang Zhou, Huaiguang Liu, Ketao Cui, Zhiqiang HaoArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2773-2784
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: September 27, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLFor surface defect images that captured from a practical steel production line, feature extraction for classification is a challenging task due to inter-class similarity and intra-class difference of defect images. In this paper, we propose a class-specific and shared discriminative dictionary learning (CASDDL) method for extracting discriminative class-specific features to classify surface defects of steel sheet. Specifically, we learn a shared sub-dictionary as well as several class-specific sub-dictionaries to explicitly capture common information shared by all classes and class-specific information belonging to corresponding class. We adopt a mutual incoherence constrain for each sub-dictionary to encourage learned sub-dictionaries to be as independent as possible. A Fisher-like discriminative criterion is also introduced to coding vectors over all the class-specific sub-dictionaries, which can indirectly improve the discriminative ability of learned dictionary. In addition, we further impose a low-rank constrain on coding vector over shared sub-dictionary to guarantee learned dictionary has the abilities of same class of samples itself reconstruction and different class of samples reconstruction. Finally, classification can be efficiently performed by discriminative coding vector that obtained from a reconstructive and discriminative dictionary. Experimental results demonstrate that our proposed CASDDL method achieves a comparable or better performance than the state-of- the-art dictionary learning methods in classifying surface defects of steel sheet.
View full abstractDownload PDF (1025K) Full view HTML -
Wenyan Wang, Xiaofan Zhang, Kun Lu, Bing Dai, Jun Zhang, Peng Chen, Bi ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2785-2791
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: September 29, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLThe change of core temperature of blast furnace reflects the working status of hearth. However, the temperature of core dead stock column can not be measured by sensors directly. Therefore, a prediction model of Core Dead Stock Column Temperature is proposed in this work based on primary component analysis (PCA) and ridge regression algorithms, where PCA and person correlation coefficient are used for feature extraction and ridge regression is employed to solve multi-collinearity problems. Based on an in-house dataset collected within a successive three months, experimental results show that the R-squared of model on the training data set can achieve 88% and the average relative error on the test data set is only 0.33%, which shows the effectiveness of the proposed model.
View full abstractDownload PDF (741K) Full view HTML
-
Hiroaki Kubota, Yutaka Akimoto, Keigo Saito, Wataru Sakurazawa, Kazuna ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2792-2797
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: August 22, 2021 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLWe investigated the drawing process with a temperature gradient in the radial direction of the bar to achieve flexible control of the residual stress in the drawn bar with only the drawing process. The obtained results are as follows: (1) A heating-cooling-drawing process was developed to generate a temperature gradient in the radial direction of the bar. The optimum cooling time was determined by heat conduction analysis. A cooling time of 0.54 s is optimal for a steel bar with a diameter of 10 mm. (2) We experimentally confirmed that the proposed method is extremely effective for controlling the residual stress in a bar or wire. (3) The residual stress decreased by increasing the heating temperature up to 400°C. Above 400°C, the control of stress was small. (4) The combination of the proposed method and extremely small reduction drawing is effective for obtaining strong compressive residual stress in the surface layer. For a 0.4% or 0.6% reduction rate of the section area, residual stress reduction of 900 MPa was obtained. (5) It was confirmed that residual stress is reduced when the material is cooled down after drawing by finite element analysis considering thermal strain. The mechanism of residual stress reduction by the proposed method is the loss of thermal stress due to the drawing process and the thermal contraction at the center during cooling.
Temperature history of proposed drawing process and residual stress distribution of drawn bar and wire. (Online version in color.) Fullsize ImageView full abstractDownload PDF (1016K) Full view HTML
-
Yasuhiro Morizono, Takateru Yamamuro, Sadahiro TsurekawaArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2798-2804
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLA low-carbon steel plate embedded in graphite powder was heat-treated at 1273 K for 3.6 ks in the atmosphere. The steel plate was oxidized and carburization due to carbon in the powder did not occur. On the other hand, when the steel plate was embedded in a 1:1 (volume ratio) mixture of iron and graphite powders and held at 1273 K for 3.6 ks in the atmosphere, an increase in area fraction of pearlite emerging in the plate was observed. In other words, the steel plate was carburized by the diffusion of carbon from the mixture. Furthermore, an XRD pattern of the surface of the carburized plate did not have peaks for iron oxides. Since iron powder located inside the mixture was also not oxidized after heating, it is thought that a non-oxidizing atmosphere formed around the plate during heat treatment. A pearlite structure formed by the diffusion of carbon began to be observed at a heating temperature of 1073 K, and carburized steel with a distinguishing microstructure consisting of cementite grains and a ferrite matrix was obtained in the case of 1273 and 1373 K. The carburizing method using a mixture of iron and graphite powders is named “iron-powder carburizing”, and the details are discussed.
View full abstractDownload PDF (1138K) Full view HTML -
Junji Miyamoto, Kazushige Tokuno, Masahiro HaginoArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2805-2812
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of sputtered Fe on the formation of nitrided layers were clarified experimentally by controlling the potential of the sample and the Fe plate in electron-beam-excited plasma (EBEP). Plasma nitriding of AISI H13 tool steel was performed under bias voltages ranging from +3 to −300 V applied to a pure Fe plate installed separately from the samples and plasma generation electrode. The results showed that the plasma density, plasma potential, and N species around the sample did not change when the bias voltage of the Fe plate was varied. The results clarified that the sputtered Fe deposited as a α-Fe or γ′-Fe4N onto the sample surface during nitriding. The depth of the nitrided layer was the same under experimental conditions where sputtering did not occur. The effect of sputtering increased as the negative bias voltage VFe was increased; when the VFe was −300 V, the effect of sputtering on the formation of the nitrided layer was ~34% of the total. The diffusion layer on the surface was formed by neutral species when the plasma nitriding was performed at a VFe of −50 or +3 V. When the Fe plate potential was less than −80 V, FexN could be deposited onto the sample surface. Therefore, FexN in addition to neutral species were present on the sample surface among the species that induced a nitriding effect. The depth of the nitrided layers was greater than that of plasma-nitrided layers formed only by neutral species.
View full abstractDownload PDF (2176K) Full view HTML
-
Yuta Imanami, Takashi Iwamoto, Kimihiro NishimuraArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2813-2821
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
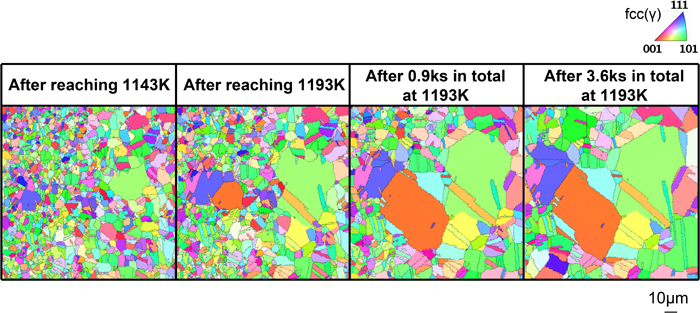 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to clarify the mechanism of abnormal grain growth of austenite in case hardening steel, in-situ observation using high temperature EBSD was performed with JIS SCM420 containing Nb (0.2C-0.2Si-0.8Mn-1.1Cr-0.2Mo-0.024Nb steel in mass%). After heating at 1143 K, two growing grains several times larger than the surrounding grains were observed. These growing grains grew abnormally at 1193 K and became adjacent to each other. The abnormal grains were observed as if they were one larger abnormal grain since the boundary between the two abnormal grains is a twin boundary. The growth rate of abnormal grain growth of austenite is faster in the early stage of growth and negligibly small in the latter stage of growth. The grain size in abnormal grain growth is decided by rapid grain growth during a short period in the early stage. The formation of growing grains in abnormal grain growth of austenite is not affected by orientation and strain distribution. When distantly located grains with a twin relationship inherently are adjacent to each other during the grain growth process, the new interface becomes twin, resulting in austenite grain connection, which doubles the area surrounded by the high angle grain boundary excluding twin boundaries. In addition to encroachment of surrounding grains by larger grains, austenite grain connection also affects abnormal grain growth of austenite.
View full abstractDownload PDF (3095K) Full view HTML -
Tomotaka Hatakeyama, Kota Sawada, Kaoru Sekido, Toru Hara, Kazuhiro Ki ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2822-2831
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
Advance online publication: August 25, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLGraphitization in carbon steels should be avoided because it results in the degradation of material performance. Safety management standards state that graphitization occurs at 698 K for carbon and carbon-Mo steels, although some standards state it to be above 738 K for carbon-Mo steels. However, recently, graphitization was found at 673 K in creep ruptured 0.3C steel. Herein, we investigated the graphitization behavior of creep ruptured 0.3C, 0.2C, and 0.5Mo steels. It was confirmed that the graphitization occurred below the specified temperatures of 673 K for the 0.3C and 0.2C steels and 723 K for the 0.5Mo steel. In addition, time-temperature-precipitation diagrams for graphite were obtained for all the steels. Elongated graphite and spherical graphite were confirmed in the 0.3C and 0.5Mo steels, while only spherical graphite was confirmed in the 0.2C steel. It was suggested that the elongated and spherical graphite were formed due to different mechanisms. The formation of elongated graphite was promoted by a higher carbon content, Mo addition, and higher applied stress, whereas that of spherical graphite was suppressed by Mo addition. Further, to accurately assess the risk of graphitization, time and temperature, as well as the stress level and different formation mechanisms, of the two types of graphite must be considered.
View full abstractDownload PDF (2170K) Full view HTML
-
Sudsakorn Inthidech, Jatupon Opapaiboon, Kaoru Yamamoto, Yasuhiro Mats ...Article type: Regular Article
2021 Volume 61 Issue 11 Pages 2832-2843
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this research, the three-body-type abrasive wear behavior of heat-treated multi-alloyed white cast irons, which has been used for work rolls in hot rolling stands, was investigated. Cast irons with varying C content from 1.73 to 2.34 mass% under 5 mass% of Cr, Mo, W, V each and 2 mass% Co were prepared. After annealing, the specimens were hardened from 1323 K and 1373 K austenitizing by fan air cooling. Hardened specimens (As-H) were tempered at three levels of temperatures which were at maximum tempered hardness (THTmax), lower and higher temperatures than that of THTmax (L-THTmax and H-THTmax, respectively). A rubber wheel wear tester was used to evaluate the abrasive wear resistance. It was found that the relationship between wear loss (Wl) and wear distance (Wd) was expressed by a linear function in every wear test. In each heat treatment condition, the wear rate (Rw, mg/m) value decreased as the C content rose. As-H specimens showed almost higher wear resistance than the tempered specimens. In the tempered state, the lowest Rw were mostly obtained in the THTmax specimens. The higher austenitizing temperature provided the lower Rw value. The best wear resistance was obtained in the As-H specimen with 2.34%C in the both austenitizing temperatures. The Rw was lowered roughly in proportion to an increase in hardness. However, the Rw values scattered broadly at the volume fraction of retained austenite (Vγ) values lower than 10% and then, decreased gradually as the Vγ value rose, irrespective of austenitizing temperature.
View full abstractDownload PDF (5182K) Full view HTML -
Hiroaki Matsumoto, Daiki Tadokoro, Irvin SéchepéeArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2844-2854
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTML
Supplementary materialThis work examined the tensile properties and hardness of a Ti-5Al-2Sn-2Zr-4Cr-4Mo (Ti-17) alloy having various morphology of an equiaxed, a (α+β) bimodal, and a (α+β) lamellar (with or without secondary α precipitates) microstructures in terms of an experimental analysis and a machine learning approach. Among the various morphology, a good balance on strength and ductility is obtained in the bimodal morphology. On the strength, higher strength is exhibited in the microstructures having secondary lamellar α precipitates. Here, we experimentally find that the primary α phase of an equiaxed grain or a lamellae acts as only the strengthening according to the rule-of-mixtures, on the other hand, the secondary lamellar α precipitates act as precipitation strengthening dominated by cutting mechanism. On the ductility, it is strongly affected by the difference in morphology and the formation of secondary lamellar α precipitates; high ductility is obtained in an equiaxed grained morphology and in the microstructure with a decreasing fraction of secondary α precipitates. A machine learning approach adapting neural network and clustering (the Ward’s method) algorithms successfully predicts the linking between the microstructural factors and the tensile properties of strength, elongation to fracture and reduction of area; a similar dominant mode to the experimental results is estimated from a machine learning approach. Additionally, a quantitative analysis on the effect of each microstructural factor is successfully estimated according to the sensitivity of variable’s importance in terms of the neural network algorithm.
View full abstractDownload PDF (1760K) Full view HTML
-
Kazuhiro Nagata, Yasuko Furunushi, Takako YamashitaArticle type: Regular Article
2021 Volume 61 Issue 11 Pages 2855-2864
Published: November 15, 2021
Released on J-STAGE: November 17, 2021
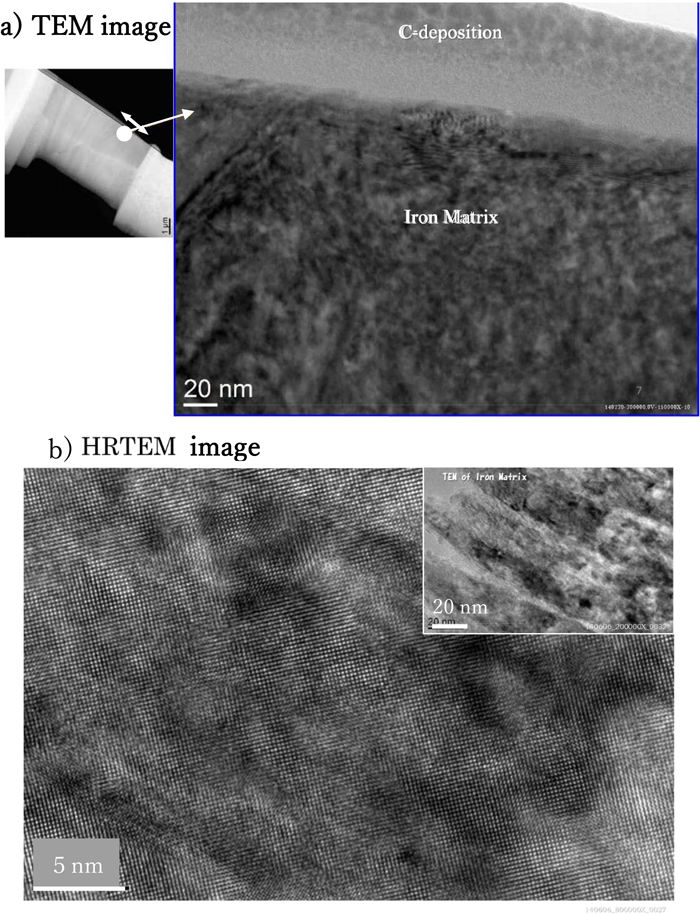 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe oxygen concentration in old Japanese nails was measured to be 0.15 mass% to 0.38 mass% by EPMA. These nails were one with bended top used for the main hall of the Anumi shrine in 1835, one with rolled top for the gate of the Saidai-ji temple in ca. 1300, one with rolled top for the eaves of the main hall of the Amanosan-Kongo-ji temple in 1085–1124 and one with bended top in the five-storied pagoda of the Bicchu-Kokubun-ji temple before 800. At the measurement point of EPMA, no oxide with the size more than 10 nm was detected by HRTEM. Oxygen in iron base of the nails is in supersaturated solid solution. Oxygen was absorbed in molten iron with white sparks, “Wakibana”, during Tatara smelting, decarburization in Okaji process and forge-welding, followed by rapid solidification of iron for oxygen to be supersaturated in solid solution. This is the common characteristics of pre-modern ironmaking process in the world. A thin layer of Fe3O4 was observed in the interface between FeO layer and iron base of nail, which was formed by the reaction of oxygen supersaturated in solid solution during forging. Most of inclusions in the nails were FeO silicate slag with FeO fine particles. As there were FeS particles in silicate slag inclusions in the nail of the Bicchu-Kokubun-ji temple, the nail was probably manufactured from iron produced using the mixture of iron sand and iron ore by Tatara ironmaking in the south of Okayama prefecture.
TEM and HRTEM images of iron matrix at the radiation position of electron beam of EPMA indicated by (⇔), as shown in Fig. 2; There is no oxide inclusion a) near surface and b) inside of iron matrix of nail. (Online version in color.) Fullsize ImageView full abstractDownload PDF (4055K) Full view HTML
- |<
- <
- 1
- >
- >|