
- |<
- <
- 1
- >
- >|
-
2022 Volume 62 Issue 4 Pages Cover-
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESSDownload PDF (406K) -
2022 Volume 62 Issue 4 Pages Editorial-
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESSDownload PDF (428K) -
2022 Volume 62 Issue 4 Pages Contents-
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESSDownload PDF (210K)
-
Kangji Wei, Lijun Wang, Shiyuan Liu, Xiaobo He, Yiyu Xiao, Kuochih Cho ...Article type: Regular Article
2022 Volume 62 Issue 4 Pages 617-625
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 18, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLCleaner production of alloys is of great significance to the protection of the ecological environment. At present, it has received widespread attention all over the world. Chromite smelting reduction direct alloying is an important production process in the production of stainless steel, which can make full use of chromite resources, thereby reducing production costs and preventing environmental damage caused by traditional processes. In order to reveal the dissolution mechanism of chromite ore, pure phase of synthetic FeCr2O4, the main component of chromite ore, was used to replace the real chromite with a complex composition and the dissolution process of it was investigated. The effects of basicity (w(CaO) + w(MgO)/w(SiO2) + w(Al2O3)), Al2O3 content and temperature on the dissolution of FeCr2O4 in CaO–MgO–Al2O3–SiO2 refining slag were studied under high purity argon atmosphere. The composition range of the slag sample is 35%–55%SiO2, 15–35%CaO, 10–20%Al2O3 and 10%MgO. The results show that the solubility of FeCr2O4 increases with the decrease of basicity of slag from 1 to 0.54 and then the solubility of FeCr2O4 decreases with the decrease of slag basicity from 0.54 to 0.33. In the low basicity slag (B = 0.54), the solubility of FeCr2O4 will decrease with the increase of w(SiO2)/w(Al2O3) from 2.25 to 5.50. The slag system with the best dissolution is 45% SiO2, 25% CaO, 20% Al2O3 and 10% MgO. The solubility of FeCr2O4 increases with increasing temperature from 1500 to 1600°C. Meanwhile, distribution of elements in interface of FeCr2O4 and slag was analyzed by EDS. During the dissolution process, Fe, Mg and Al elements form a concentration gradient on the surface of the FeCr2O4. The width of the gradient interval is inversely proportional to the reaction time and solubility. The dissolution kinetic of FeCr2O4 was also investigated. The dissolution reaction on the surface of FeCr2O4 was the controlled step in the dissolution process. The activation energy of the dissolution reaction of FeCr2O4 in this slag is 266.05 kJ·mol−1.
View full abstractDownload PDF (1713K) Full view HTML -
Jiu Zhang, Qixian Xie, Guohui Mei, Zhizhong MaoArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 626-631
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMo–W–ZrO2 cermet, which is usually sintered in H2, has been used for molten steel temperature sensor. However, the crack caused by water vapor during its sintering limits the industrial application. Thus, the mechanism of crack formation has been investigated. Cracks are mainly caused by a significant volume expansion which is attributed to that the metal powders of the green body of cermet are oxidized by water vapor. The obvious expansion of approximately 17% in diameter occurs below 1200°C, reducing the bonding strength. Meanwhile, the support frame for the sintering restricts the expansion. Both of them are the main reasons for the crack formation. At higher temperature, the volume of above oxidized metal powders decreases caused by the reduction of H2. The volume of the metal powders increases first and then decreases, which leads to a more difficult sintering densification. Moreover, the ceramic powders are sintered earlier and form a skeleton. As a result, the sintering densification is restrained and the pores form. As the water vapor is eliminated through the H2 filling and pumping vacuum, the problems of cracks and pores are addressed, which is helpful to solve the main contradiction in industrial application of the Mo–W–ZrO2 sensor.
View full abstractDownload PDF (1716K) Full view HTML
-
Deqing Zhu, Dingzheng Wang, Jian Pan, Zhengqi Guo, Congcong YangArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 632-641
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe present work investigates the manufacture of high basicity (CaO/SiO2 = 1.45) magnesium containing fluxed pellets with hydrated lime used as binder and fluxing agent. The fired pellets and lump ores could constitute a binary burden for blast furnace with lower carbon emission. Both of the green and fired pellets with high basicity possessed good physical and chemical properties, and its metallurgical performances were better than the fired pellets in which bentonite and limestone were used as binder and fluxing agent, respectively. The optical microscopy, SEM/EDS and thermodynamic calculation were employed to clarify the difference between limestone fluxed pellets and hydrated lime fluxed pellets. The effect of basicity on the properties of green and indurated pellets was also studied. The results found that basicity and decomposition characteristics of the fluxing agents had great influence on the mineral composition of the fired pellets. Larger amounts of high-melting phases like MgFe2O4, strong bonding phases such as CaFe2O4 and good reducibility phases like SFCA could be generated in the hydrated lime fluxed pellets with high basicity during induration process, thus its metallurgical performances being improved.
View full abstractDownload PDF (1552K) Full view HTML -
Huiqing Tang, Zhu Liu, Zhancheng GuoArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 642-651
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 18, 2022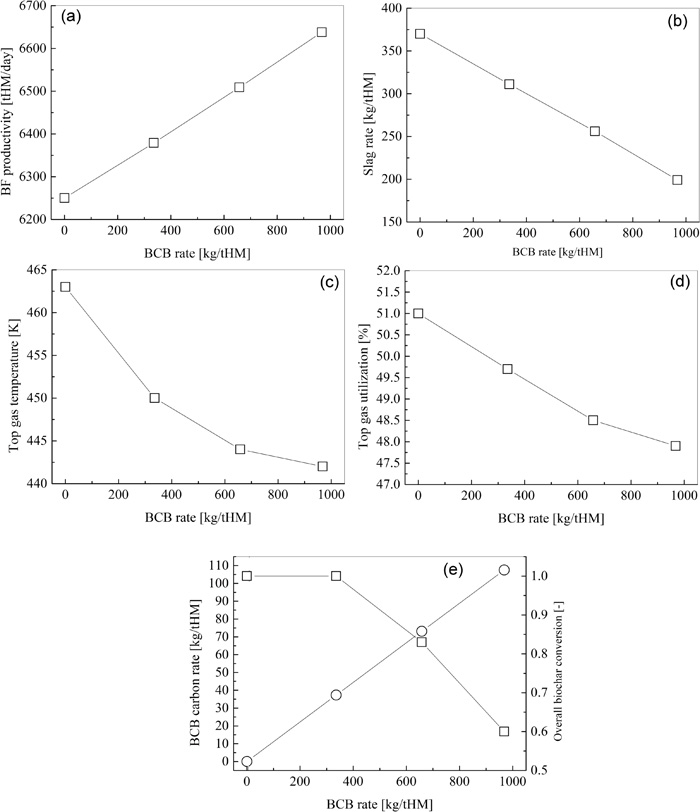 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLPartial replacement of coal and coke by biomass/biochar in the blast furnace (BF) ironmaking is important role to reduce CO2 emissions. In this research, numerical investigations were conducted on blast furnace (BF) operation with biochar composite briquette (BCB) charging. The BCB was with 11.1 mass% carbon, 72.7 mass% magnetite, 11.25 mass% wustite, 0.77 mass% metallic iron, and 4.67 mass% gangue, and the BCB charging ratio was from 0 to 60% Results revealed that in the BF operation with BCB charging, the BCB iron-oxide reached a full reduction, but the overall gasification degree of BCB biochar decreased with the increase of BCB charging ratio. By charging BCB, the thermal state in the upper BF was considerably altered, but it was insignificantly influenced in the lower BF. By charging BCB; ore reduction was retarded in the upper BF but was prompted near the zone with a temperature of 1173 K. Under a low BCB charging ratio, local gas utilization tended to increase in the mid BF but tended to decrease in the upper BF. Further increasing BCB charging ratio lead to a decrease in local gas utilization. To ensure BF smooth running and maximizing biochar input, the optimal BCB charging ratio was 40%. Under this condition, the BCB biochar of 89.3 kg/tHM could be completely utilized, and the BF coke rate was decreased by 92.1 kg/tHM.
View full abstractDownload PDF (1395K) Full view HTML -
Nathan A. S. Webster, Mark I. Pownceby, Rong Fan, Helen E. A. BrandArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 652-657
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe relative effects of dolomite and serpentine/olivine as MgO flux sources on the formation of SFCA and SFCA-I iron ore sinter bonding phases during heating was investigated using in situ synchrotron X-ray diffraction. Results showed that a sinter mix containing serpentine/olivine as the primary source of MgO is more likely to form high quality sinter due to the higher proportion of SFCA-I being formed compared to SFCA. SFCA-I is the phase thought to impart high strength and good reducibility characteristics to iron ore sinter. For example, in mixtures containing 2 mass% MgO, when dolomite was used the maximum concentrations of SFCA-I and SFCA attained were 19 and 9 mass%, respectively, and when serpentine/olivine was used the maximum concentrations were 20 and 3 mass%, respectively. In mixtures containing 3 mass% MgO, the maximum concentrations were 18 and 4 mass% (dolomite) and 28 and 2 mass% (serpentine/olivine).
View full abstractDownload PDF (1160K) Full view HTML
-
Junhong Ji, Hongxian Du, Deqiang Li, Yu Jiang, Sitong Zhang, Chuang LiArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 658-668
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLFour types of impellers are developed to improve bubbles disintegration and dispersion characteristics in the desulfurization process of hot metal with stirring-injection method. The disintegration and dispersion behavior of bubbles are investigated by using the Euler two-phase flows approach coupled with the bubble population balance model. The bubbles transported sideward of different impellers and broken in the region near the top of impellers are well studied. Further, simulations have also been performed to understand the sensitivity of impellers types on rotation speed and surface tension. The results show that the square center impeller (impeller B) improves the flow structure of the hot metal, and makes the bubbles size much smaller than that of the other three impellers types. The blades with downward angle (impeller C and impeller D) improve the dispersion effect of the region near the impeller, and the impeller B is more sensitive to the change of the rotation speed. The best dispersion effect can be obtained by use of the impeller B, under the conditions of stirring speed with 30 rpm for 4 s switching.
View full abstractDownload PDF (2700K) Full view HTML -
Hao Xu, Yang He, Jianhua Liu, Mingyao Xie, Guanyong HuangArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 669-676
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLAdding high carbon ferromanganese in the early decarburization stage of 200 series stainless steel can reduce the electrolytic manganese added during alloying; however, the oxidation loss of manganese is severe. This paper studies CO2 and O2 mixed blowing thermodynamics and kinetics on decarburization and manganese retention of 200 series stainless steel. The thermodynamic study indicates that manganese oxidation reduces when CO2 is used instead of part of O2 in molten steel decarburization. Meanwhile, the kinetic study determines that more bottom blowing gas enhances the stirring of molten steel by using CO2 and O2 mixed blowing technology; thus, the kinetic condition of decarburization can be improved. The industrial experimental study identifies that the tap-to-tap time increases by 4–5 minutes for every ton of high carbon ferromanganese increased during decarburization by using CO2 and O2 mixed blowing. Compared to pure oxygen blowing, applying CO2 and O2 mixed blowing significantly reduces manganese oxidation in decarburization, increases manganese yield by 3–5.6%, and exhibits a remarkable effect on decarburization and manganese retention.
View full abstractDownload PDF (627K) Full view HTML
-
Bin Yang, Anyuan Deng, Yang Li, Engang WangArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 677-688
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLIt is essential to understand the relationship between the electromagnetic field and the transport process in a channel type induction heating tundish precisely to improve the quality of the slab. A validated mathematical model was established to investigate the magnetic field characteristics, flow, temperature distribution and the movement of inclusions. In comparison with prior researches, we obtained the effective active zone of the magnetic field by analysing the dimensionless parameters Ha, N and Re. It should contain the channels and the nearby walls connected with the channels. Besides, the electromagnetic force is distributed asymmetrically near the channel outlets, and it is significantly larger within the upper zones of the channel outlets. This leads to the downward flow of the main stream in the distributing chamber, and it also changes the trajectories of the inclusions. When the induction heating is applied, about 75% of the inclusions entering the distribution chamber, regardless of the particle size, will be adsorbed by the tundish covering flux, and about 90% of them will float to the free surface within 120 s. The electromagnetic force can sharply promote the removal of small inclusions (diameter less than 60 µm). The induction heater should not be used intermittently during the casting process because 40%–80% of the inclusions may enter the mold directly during the period of power at 0 kW.
View full abstractDownload PDF (2352K) Full view HTML
-
Yujie Zhou, Ke Xu, Fei He, Zhiyan ZhangArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 689-698
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 09, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe inclusion is a crucial factor affecting the quality of cord steel. The formation of inclusions is closely related to the abnormal production process in continuous casting process. Automatic anomaly detection algorithms are proposed to replace manual visual screening according to the smart manufacturing paradigm, and then the relationship between abnormal production process and product quality is mined through data-driven methods in this paper. Convolutional neural networks and autoencoder models are employed to detect various types of anomalies in time-dependent process parameters. A new idea of detecting abnormal intervals from time series is implemented instead of the conventional process monitoring based on the univariate control limit in process specifications. The abnormal intervals including starting time, duration and type are detected. Furthermore, the proposed scheme progresses from univariate detection to multi-variable process monitoring, which considers the nonlinear coupling of the process. Finally, various anomaly detection results are fused to analyze whether inclusions exist in the cast slab. The proposed scheme is applied to the continuous casting process of cord steel. The automatic anomaly detection scheme is verified to be effective via plenty of actual production data, with the recall rate of 93.06%. It is of prominent significance for product quality improvement of the cord steel.
View full abstractDownload PDF (1500K) Full view HTML
-
Takayuki Harano, Yuki Yoshimoto, Yasuo Takeichi, Tomohito Tanaka, Eiji ...Article type: Regular Article
2022 Volume 62 Issue 4 Pages 699-707
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 09, 2022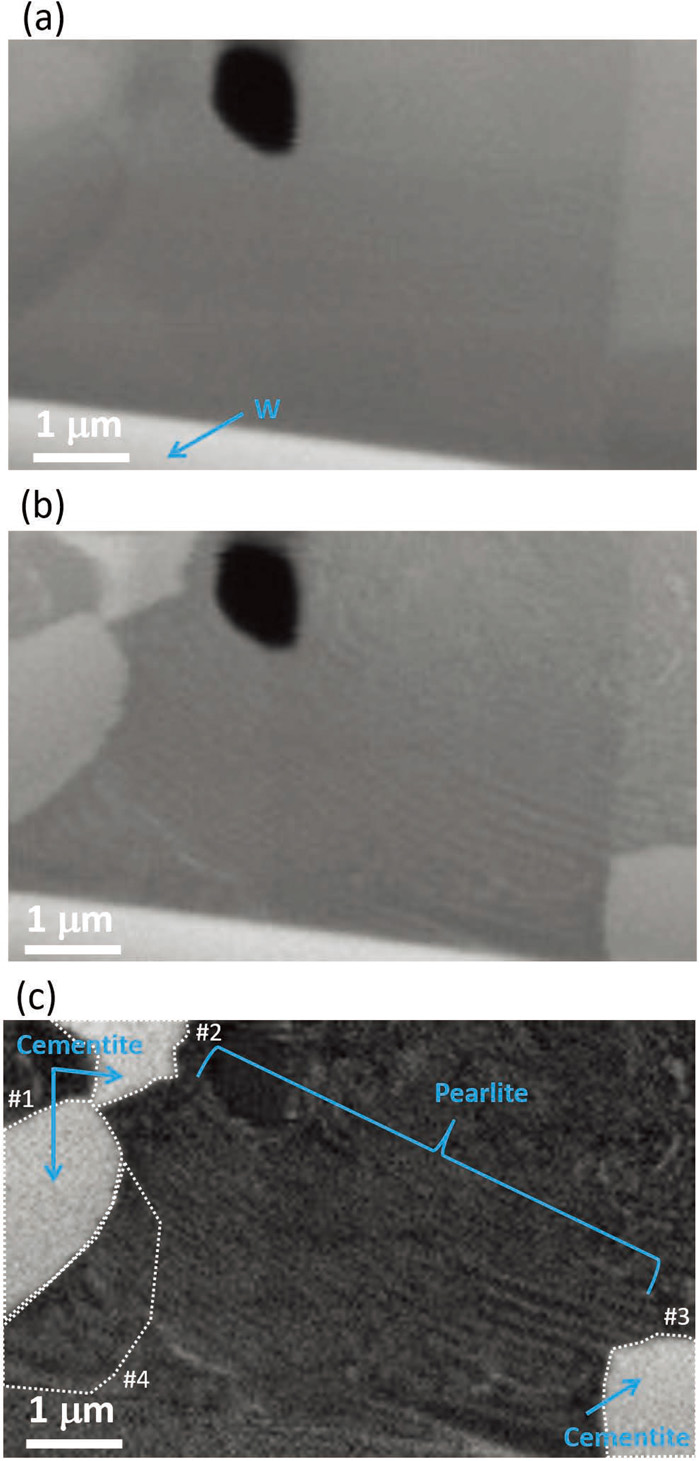 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this study, we performed scanning transmission X-ray microscopy with a spatial resolution of approximately 50 nm to investigate the two-dimensional mapping of the chemical states of carbon in Fe–C alloy. The lamellar texture (pearlite) consisting of ferrite (α-Fe) and θ-Fe3C with an interval of approximately 100 nm was identified by absorption from the carbon 1s→2p excitation in the X-ray absorption image. It was clearly observed that there exist more than two types of chemical states of carbon in θ-Fe3C depending on the microtextures. The differences in chemical states were found between grained θ-Fe3C and lamellar θ-Fe3C in pearlite, which might have originated from the texture and morphology of the θ-Fe3C. To consider the origins of the differences, we performed first-principles calculations by assuming the distortion and crystal anisotropy of the unit cell of the θ-Fe3C structure. The results suggest that the anisotropy of the crystal structure of θ-Fe3C and the lattice strain within lamellar θ-Fe3C fail to explain the differences, and therefore, other factors should be considered.
View full abstractDownload PDF (1422K) Full view HTML
-
Junya Nakahara, Katsutoshi Tatebe, Hitoshi FujimotoArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 708-713
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLWith the primary objective of investigating the effect of varying the nozzle interval and steel sheet temperature on the heat flux distribution within the jet impact region, the boiling heat transfer characteristics of three upward-facing water jets impinging on a moving hot thin steel sheet were studied as a fundamental phenomenon of run-out table (ROT) cooling in a hot rolling mill. Using water as a test coolant and a stainless steel sheet as a test piece, the intervals between adjacent nozzles were varied from 8 to 12 to 16 mm and experiments were conducted over a steel sheet temperature range of 300–700°C and at a moving velocity and volume flow rate of 1.5 m/s and 960 ml/min, respectively. Three-dimensional inverse heat conduction analysis was used to evaluate the heat flux distribution based on the temperature profile of the steel sheet captured by a thermal imaging camera. It was found that three high-heat flux regions were present in the jet impact region, with the heat flux highly dependent on the temperature of the steel sheet associated with the boiling mode. In addition, it was found that, because of the effects of the two side jets on the flow formed by the center jet, the high-heat-flux region associated with the center jet was dependent on the nozzle interval. As a result of this dependence, decreases in the nozzle interval reduced the degree of heat removal by the center jet.
View full abstractDownload PDF (2425K) Full view HTML
-
Dekun Liu, Jian Yang, Yinhui ZhangArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 714-725
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe 420 MPa grade offshore engineering steels with the different Mo contents were fabricated through Ca deoxidation. The effect of Mo content on the microstructure and the impact toughness of the coarse-grained heat-affected zone (CGHAZ) after the welding heat input of 100 kJ/cm were investigated by welding simulation and high-temperature laser scanning confocal microscopy (HTLSCM). As the Mo content is increased from 0.08 to 0.16 wt%, the impact toughness at −40°C is increased from 15 to 160 J, and the fracture is changed from cleavage to ductile and quasi-cleavage. Increasing Mo content leads to the increase in lath bainite (LB) and the decrease in granular bainite (GB) and acicular ferrite (AF) in CGHAZ. Electron backscatter diffraction (EBSD) results show that the fraction of high angle grain boundaries (HAGBs) is increased from 45% to 58%, while the effective grain size (EGS) is decreased from 10.4 to 6.3 µm in the HAZ of the steels. The growth rates of bainite ferrite range from 39.7 and 134.5 µm/s for Mo8 steel, and 51.2 to 165.6 µm/s for Mo16 steel. In-situ observation shows that increasing Mo content decreases the austenite grain size from 114 to 100 µm. As for Mo8 steel, AFs nucleate from the inclusions firstly. Then the different bainites nucleate, grow, stop growth and widen as they impinge the other bainites and grain boundaries. The secondary bainites finally nucleate from the prior bainite and AF. As for Mo16 steel, the AF cannot nucleate, and the bainites have a similar nucleating and growth behavior as the Mo8 steel.
View full abstractDownload PDF (3553K) Full view HTML -
Kazuhiro OgawaArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 726-732
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe growth of austenite phase from overcooled ferrite phase in duplex stainless steel was investigated to clarify the quantitative effects of nickel and nitrogen on that in isothermal heating process. The ratio of ferrite and austenite phase is very important factor to obtain the maximum performance such as toughness and corrosion resistance of the steels. However, the fraction of austenite phase in heat affected zone (HAZ) in weldments can be changed in the portion closed to fusion boundary during welding process.
The measurement of austenite phase fraction was conducted experimentally in the specimens after rapid cooled from 1653 K and isothermally heated at various temperature, employing the 25%Cr or 22%Cr duplex stainless steels containing various level of nickel and nitrogen. Applying those data obtained to the model proposed where the growth rate of austenite phase is determined as the function of isothermal temperature, the effects of nickel and nitrogen on the growth behavior of austenite phase was clarified by determining the parameters for each steel in that function. The validity of this manner was clarified by confirming the applicability of the model proposed to the experimental data obtained by another authors.
View full abstractDownload PDF (1101K) Full view HTML -
Kazuhiro OgawaArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 733-739
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLAustenite phase growth behavior in continuous cooling process from high temperature in the 25%Cr and 22%Cr duplex stainless steels was investigated regarding various cooling rate conditions. The ratio of ferrite and austenite phase is very important factor to obtain the maximum performance such as toughness and corrosion resistance of the steels. However, the fraction of austenite phase in the heat affected zone (HAZ) in weldments can be changed in the portion closed to fusion boundary during welding process. In that portion the fraction of austenite phase is influenced by the welding condition as well as by the chemical composition in steels.
The way to predict that fraction in the continuous cooling was investigated applying the additivity rule to the physical model proposed regarding austenite phase growth during isothermal heating by the authors in another work. The measurement of austenite phase fraction was conducted experimentally in the specimens after continuous cooling from 1653 K employing 25%Cr or 22%Cr duplex stainless steels and the effect of cooling rate on that fraction was obtained. It was clarified the above-mentioned calculation results of austenite phase fraction in various cooling rate had good fit to the experimental data.
View full abstractDownload PDF (1360K) Full view HTML
-
Junji Shimamura, Daichi Izumi, Itaru Samusawa, Satoshi IgiArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 740-749
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 09, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLTMCP (thermo-mechanical controlled process) linepipes have long been used in severe sour environments, but recently sulfide stress cracking (SSC) caused by local hard zones has become a concern. In order to clarify the hardness threshold that leads to SSC, four-point bend (4PB) SSC tests as specified in NACE TM0316 were conducted under several H2S partial pressure conditions. At H2S partial pressures of 1 bar and higher, the surface hardness threshold (at 0.25 mm from the surface) observed in 4PB SSC specimens without SSC cracking was approximately correlated to a maximum acceptable hardness level of 250 HV0.1. A stable low surface hardness of 250 or less HV0.1 was achieved by suppressing hard lath bainite (LB) and obtaining a soft granular bainite (GB) microstructure, resulting in a superior SSC-resistant property. It was found that a SSC crack propagated when the surface hardness increased due to an increasing volume fraction of the LB microstructure. Under a 16 bar H2S partial pressure condition, the crack growth rate increased in the sour environment, and hydrogen embrittlement by H2S was promoted. However, in the 4PB SSC test at 16 bar, the stress concentration and the transition to a crack were suppressed because the shape of localized corrosion was semicircular due to low localized corrosivity. This can be the reason why the SSC susceptibility was similar to 1 bar condition, especially in the 4PB SSC test using the samples with lower surface hardness level of 250 or less HV0.1.
Effect of H2S partial pressure and surface hardness on SSC in 4-point bend test. Fullsize ImageView full abstractDownload PDF (2919K) Full view HTML -
Masashi Nishimoto, Izumi Muto, Yu SugawaraArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 750-757
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 03, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe pitting corrosion behavior of SBHS500 steel in boric-borate buffer solutions containing chloride ions was investigated by macroscale and microscale polarization, immersion tests, optical microscopy, and scanning electron microscopy. Calcium sulfide inclusions (CaS) existed in the SBHS500 steel. When the specimen was immersed in a boric-borate buffer solution (pH 8.0) containing 10 mM NaCl for 24 h at 25°C, the steel matrix was not corroded. However, partial dissolution of the CaS inclusions was observed. Pitting occurred after the wet-dry corrosion test, and calcium and sulfur were detected near the center of the pit. From the results of the microscale polarization measurements, the pitting initiation sites for the SBHS500 steel were determined to be CaS inclusions. No pitting was observed at the microscale electrode area without inclusions. In a boric-borate buffer solution containing 10 mM NaCl, the depassivation pH at the microscale electrode area without inclusions was 6.0. The depassivation at the microscale electrode area with the CaS inclusions occurred at an approximate pH of 6.6. The CaS inclusions in the SBHS500 steel were found to trigger the depassivation of the steel matrix surrounding the inclusions.
View full abstractDownload PDF (2301K) Full view HTML -
Motoaki Hayama, Shoichi Kikuchi, Jun KomotoriArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 758-765
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo clarify the relaxation behavior of compressive residual stress during the first push and pull loading cycle, an in situ X-ray stress measurement method was formulated, in which a fine particle peening-treated hourglass-shaped specimen was fixed on an axial-loading fatigue testing machine, and the surface stress of the specimen—which is the sum of applied stress and residual stress—was directly measured via X-ray diffraction without removing the specimen from the testing machine. A noticeable relaxation in compressive residual stress occurred under the first compressive loading process, and slight relaxation was observed then onward. During the first compressive loading, the surface stress decreased almost linearly as the applied compressive stress increased; however, when the stress exceeded a certain threshold value, the relation between the applied stress and the surface stress deviated from the linear relation. This threshold value is important with regard to compressive residual stress relaxation. Furthermore, the relaxation behavior during the first compressive loading process can be explained by a master diagram that shows the relationship between the applied stress and the stress measured via X-ray diffraction. The diagram consistently shows that with an increase in the applied compressive stress, there is an increase in the amount of relaxed residual stress.
View full abstractDownload PDF (1220K) Full view HTML
-
Daichi Akahoshi, Kazuto Kawakami, Tomohiko Omura, Hideaki Sawada, Kazu ...Article type: Regular Article
2022 Volume 62 Issue 4 Pages 766-775
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of hydrogen repelling substitutional atoms towards interstitial hydrogen diffusivity is one of the important information for understanding the hydrogen embrittlement phenomena in steel. We present a comparative numerical study on the effect of repulsive exclusion zones on interstitial particle diffusivity in bcc lattice based on the diffusion path network (DPN) model using two computational methods of the macroscopic Fick’s law and the microscopic random walk Monte-Carlo (RWMC) approaches. Since the diffusion phenomena using the atomistic DPN model can be analogized with the macroscopic diffusion phenomena in a porous medium, we have attempted to extend the physical picture of such transport to the Fick’s law constructed with the compositions weighted by the hopping motion probabilities. In order to identify the specific individuality of diffusing particles such as hydrogens in steel within the model, it is necessary to quantitatively derive the hopping probabilities consisting of vibration frequencies and activation barriers along the diffusion pathway. In this study, we have therefore investigated the rationality and the performance of the proposed model based on the Fick’s law by analyzing the “ratio” of the time-independent diffusion coefficients induced by the difference in network topology by comparing both micro- and macroscopic simulations. From some numerical experiments, we have found that the effective diffusivity considering the porosity and the tortuosity in a porous medium can be evaluated with both methods. We have also discussed the advantages and disadvantages of both micro- and macroscopic methods, especially when analyzing the diffusion phenomena of hydrogen atoms in steel.
View full abstractDownload PDF (791K) Full view HTML
-
Tomoka Homma, Takahiro Chiba, Kenichi Takai, Eiji Akiyama, Wataru Oshi ...Article type: Regular Article
2022 Volume 62 Issue 4 Pages 776-787
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: February 12, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThis paper is the first microscopic observation of the entire cracking process in delayed fracture of high-strength steel bolt after long-term atmospheric exposure. A sufficiently fresh fracture surface exhibits the initiation of the propagating crack in a thin zone beneath the screw groove, resulting from the merging of multiple cracks nucleated therein. The fracture morphology is initially intergranular, exhibiting the three-dimensional shape of prior austenite grains, but the stress and strain states at the nucleation sites are not uniquely specified. The fracture morphology alters as the crack extends from intergranular to quasi-cleavage and fine dimples, associated with increasing stress intensity under a constant-displacement condition. The change from inter- to trans-granular fracture is continuous, implying affinity among different morphologies associated with the increased density and the distribution of potential crack nucleation sites in the crack front. The crack propagation in the quasi-cleavage and fine dimple regions is step-wise of about 50 µm per step. Recent studies about the function of hydrogen in embrittlement are referred to in respect of the accumulation of strain-induced damage. The enhanced generation of strain-induced vacancies is the presumable function of hydrogen compatible with the present findings.
View full abstractDownload PDF (5559K) Full view HTML -
Masataka Yoshino, Tetsuya Tagawa, Hongmei Li, Naoki TakataArticle type: Regular Article
2022 Volume 62 Issue 4 Pages 788-798
Published: April 15, 2022
Released on J-STAGE: April 20, 2022
Advance online publication: January 30, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe influence of different stabilizing elements (Nb, Ti and Zr) which are added to stabilize interstitial elements in the ferrite matrix on the ductile-brittle transition temperature (DBTT) of 18Cr ferritic stainless steels was systematically investigated at different temperatures ranging from −25°C to 75°C. Hot-rolled sheets of 18 mass% Cr ferritic stainless steels containing a trace amount (0.1 atomic%) of Nb, Ti or Zr were studied. The added stabilizing elements formed precipitates of carbides/nitrides in all the steels tested in the present study. The particle diameter of the precipitates observed in the Nb-added steel was much smaller than those in the other steels. The measured DBTTs of the Base steel and the Nb-added, Ti-added and Zr-added steels were 39°C, −3°C, 39°C and 11°C, respectively. Although initiation of cleavage cracks in each steel occurred independent of the kind of stabilizing element, the Nb-added steel exhibited a relatively higher Charpy impact value due to ductile plastic deformation following cleavage crack initiation, resulting in a lower DBTT (superior impact toughness). The occurrence of plastic deformation in the Nb-added steel is considered to be due to the fine carbide and/or nitride precipitates which were homogenously distributed in the material. Detailed analyses of the fracture surfaces were also performed for the other steels, and the results were used as a basis for discussing the effects of each stabilizing element on the DBTT of 18Cr ferritic stainless steels in terms of the precipitation morphologies observed in the ferrite matrix.
View full abstractDownload PDF (1925K) Full view HTML
- |<
- <
- 1
- >
- >|