
- |<
- <
- 1
- >
- >|
-
2022Volume 62Issue 2 Pages Cover-
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESSDownload PDF (407K) -
2022Volume 62Issue 2 Pages Editorial-
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESSDownload PDF (763K) -
2022Volume 62Issue 2 Pages Contents-
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESSDownload PDF (210K)
-
Yuuji KimuraArticle type: Preface
2022Volume 62Issue 2 Pages 281
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLDownload PDF (220K) Full view HTML -
Yutaro Amemiya, Nobuo Nakada, Satoshi Morooka, Makoto Kosaka, Masaharu ...Article type: Regular Article
2022Volume 62Issue 2 Pages 282-290
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo gain a deeper understanding of the dynamic accommodation mechanism of the internal stress in pearlite originating from the lattice misfit between ferrite and cementite phases, the lattice parameter ratios of cementite, bθ/aθ and cθ/aθ, were locally analyzed in detail using the electron backscatter diffraction (EBSD) technique. The EBSD analysis revealed that the lattice parameter ratios of the cementite lamellae clearly differed from those of the spheroidized cementite particles, indicating that pearlite has a certain amount of internal stress as long as it maintains a lamellar structure. The internal stress in pearlite gradually decreased during the isothermal holding at 923 K after the pearlitic transformation due to the interfacial atomic diffusion of Fe atoms. However, a comparison with the theoretical values obtained from the Pitsch-Petch orientation relationship revealed that a large amount of internal stress had been already accommodated during the pearlitic transformation by the introduction of misfit dislocations and structural ledges on ferrite/cementite lamellar interfaces, i.e., the internal stress of pearlite is dynamically reduced by two different processes; built-in accommodation upon pearlitic transformation and additional time-dependent relaxation after pearlitic transformation. On the other hand, the analysis of the EBSD and neutron diffraction results yielded intriguingly different lattice parameters of cementite, indicating that various crystallographic orientation relationships between ferrite and cementite coexist in pearlite. Furthermore, the elastic strain energy analysis suggests that the invariant-line criterion on the ferrite/cementite interface plays an important role for the selection of orientation relationships in pearlite.
Changes in Rb/a and Rc/a in lamellar cementite as a function of isothermal holding time at 923 K. The theoretical values under the Pitsch-Petch O.R. is also plotted as solid marks. Fullsize ImageView full abstractDownload PDF (2060K) Full view HTML -
Shiori Endo, Naoki Miyazawa, Nobuo Nakada, Susumu Onaka, Toshihiko Tes ...Article type: Regular Article
2022Volume 62Issue 2 Pages 291-298
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo better understand the formation mechanism of lamellar pearlite, the orientation relationship (OR) between ferrite and cementite in spheroidized pearlite was analyzed using electron backscattered diffraction (EBSD) over a wide area and with high precision. Lamellar cementite was sufficiently spheroidized and coarsened, and substructures of lamellar pearlite, i.e., block and colony boundaries, were maintained even after a long period of spheroidized annealing. As a result, the cementite spheroidization facilitated the indexing of the cementite orientation in the EBSD analysis. It was consequently discovered that three different ORs—Bagaryatsky, Isaichev, and Pitsch–Petch ORs—were simultaneously established in the pearlite. Each OR deviated from the theoretical one, and the deviation was significantly larger in the Pitsch–Petch OR than in the other two. Also, the ferrite/cementite boundaries satisfying each OR were unevenly distributed, and the transition of ORs tended to correspond to colony boundaries with low-angle misorientation. From these results, the pearlite colony boundary was classified into three types: (1) the colony boundary maintaining an orientation relationship with different cementite variants, (2) the colony boundary characterized by two different ORs with low-angle misorientation, i.e., the transition between the Bagaryatsky and Isaichev ORs, and (3) the colony boundary with high-angle misorientation, i.e., the transition between the Isaichev and Pitsch–Petch ORs. In addition to the multiple variant formation, the coexistence of multiple ORs contributed to the change in lamellar alignment, with a high degree of freedom in the pearlitic transformation.
View full abstractDownload PDF (1748K) Full view HTML -
Makoto Kosaka, Kohsaku Ushioda, Toshihiko Teshima, Minoru Nishida, Sat ...Article type: Regular Article
2022Volume 62Issue 2 Pages 299-306
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: September 04, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLTo quantitatively evaluate the three-dimensional lamellar curvature in pearlitic steel, the crystallographic orientation rotation of ferrite and cementite was analyzed using scanning electron microscopy and electron backscattering diffraction. In the hypereutectoid steel containing 0.92% C, 0.30% Mn, 0.20% Si, and 0.19% Cr, the ferrite–cementite interfaces in some colonies were confirmed to match well with those having frequently observed habit planes with the Pitsch–Petch orientation relationship. It was also confirmed that the ferrite and cementite near the ferrite–cementite interface rotated toward the same orientation to maintain the Pitsch–Petch orientation relationship and the habit plane. Based on the confirmation that the ferrite–cementite interface is well approximated by (010) plane of the adjacent cementite, the lamellae were revealed to have three-dimensional anisotropic curvature.
View full abstractDownload PDF (1506K) Full view HTML -
Kazuki Kiyomura, Zhi-Lei Wang, Toshio Ogawa, Yoshitaka AdachiArticle type: Regular Article
2022Volume 62Issue 2 Pages 307-312
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: September 27, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLPearlite spheroidization is substantially a spatial-geometric evolution of cementite. In this study, a persistent homology analysis was employed to characterize the topological features of cementite component of pearlite steel, through which the lamellar and spherical pearlite microstructures were successfully distinguished. Because the mechanical performance of pearlite steel is highly sensitive to the cementite configuration, an inverse conversion of persistent-homology digital data to an image for some properties of interest was proposed by using Bayesian optimization. The proposed microstructural optimization approach paves a way to interpret persistent-homology information in metallurgy and presents the feasibility of data-driven persistent-homology-based property predictions and microstructural optimization.
View full abstractDownload PDF (1063K) Full view HTML -
Hao Wu, Nobuo NakadaArticle type: Regular Article
2022Volume 62Issue 2 Pages 313-320
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
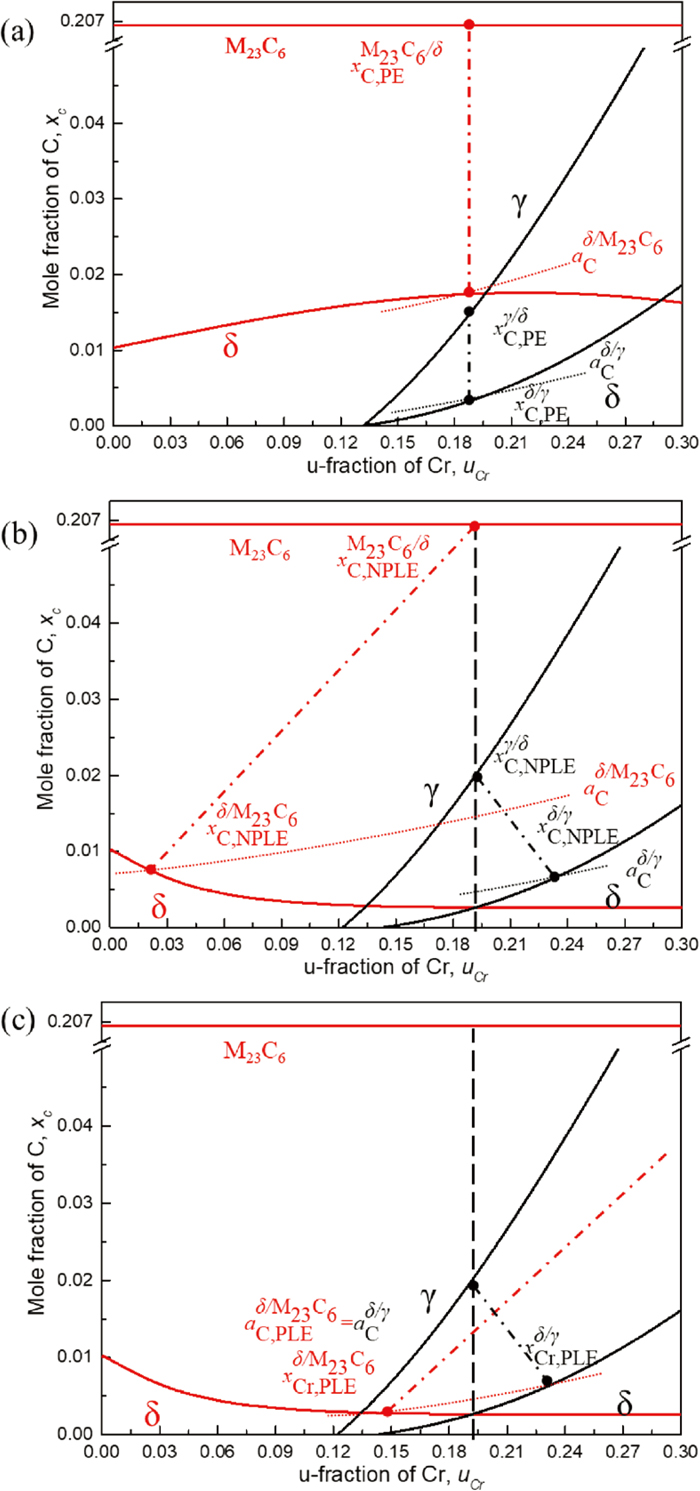 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe eutectoid transformation of δ-ferrite → γ-austenite + carbide by carburization was studied comprehensively with Fe–Cr binary alloy. It was observed that δ-pearlite consisted of γ-austenite and M23C6 carbide formed with unidirectional lamellar structure parallel to the carburization direction, and consequently the γ-austenite transformed to α’-martensite on quenching. The reconstruction of the parent γ-austenite orientation revealed that the both of austenite and M23C6 phases have a preference growth along [011] direction while keeping a cube-on-cube orientation relationship within δ-pearlite. The growth rate of δ-pearlite followed parabolic kinetics, and thus, the interlamellar spacing of δ-pearlite was gradually increased according to the Zener-Hillert model. Furthermore, the δ-pearlite formation mechanism was discussed under PE (para-equilibrium), NPLE (non-partitioning local equilibrium), and PLE (partitioning local equilibrium) conditions. As a result, it was concluded that the PLE model with long-range Cr diffusion through the interface diffusion is dominant, which leads to the redistribution of Cr between austenite and M23C6 at the eutectoid reaction front.
View full abstractDownload PDF (1751K) Full view HTML -
Shinji Yoshida, Yuji Arai, Takuya Hara, Masaharu KatoArticle type: Regular Article
2022Volume 62Issue 2 Pages 321-327
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of the block size on the reduction rate of the dislocation density in quenched and tempered martensite steels was investigated. Three different prior austenite grain sizes were chosen by applying different heat treatment patterns using 0.5mass%C-1mass%Cr-0.7mass%Mo steel. The block size of lath martensite decreased as the grain size of prior austenite decreased. The dislocation density decreased with an increase in the holding time at 873 K. In quenched martensite steel, the dislocation density was independent of the prior austenite grain size. Conversely, in the martensite steel tempered at 873 K for 3.6 × 105 s, the dislocation density decreased as the prior austenite grain size decreased. The recovery coefficient m was adopted to determine the reduction rate of the dislocation density. It was found that m increased linearly as the block size decreased, and increased linearly with the inverse of the block size.
View full abstractDownload PDF (1127K) Full view HTML -
Takahiro Sawaguchi, Ilya Nikulin, Yuya Chiba, Susumu TakamoriArticle type: Regular Article
2022Volume 62Issue 2 Pages 328-334
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: November 11, 2021 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLWe propose a new concept to improve functional/mechanical properties of Fe-high Mn alloys, by suppressing thermal γ → ε martensitic transformation with a proper thermo-mechanical treatment. As an experimental example to demonstrate the validity of this concept, we tried to improve the shape memory effect of a Fe-15.3Mn-5.8Si-0.24C (mass-%) alloy by hot rolling. The alloy showed a dual γ/ε phase at room temperature (Ms = 66°C) and a poor shape recovery strain of approximately 0.6% after the solution-treatment. The pre-existing thermal ε-martensite can act as obstacles against the reversible forward-reverse γ → ε martensitic transformation under loading and subsequent heating. Hot rolling at 800°C with a 70% reduction appeared to dramatically improve the shape recovery strain up to 2.9%. The rolling suppressed thermal γ → ε martensitic transformation during cooling to obtain the single γ-phase at room temperature. Further annealing of the 800°C -rolled specimen at 800 to 1000°C or rolling at 600°C deteriorated shape recovery strain to about 1%. The rolling at 400°C made the alloy brittle.
View full abstractDownload PDF (1494K) Full view HTML -
Tatsuya Morikawa, Ryuta Kurosaka, Masaki Tanaka, Takeru Ichie, Ken-ich ...Article type: Regular Article
2022Volume 62Issue 2 Pages 335-342
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo clarify the formation process of a lamellar microstructure during rolling, we employ a method for following the crystal orientation distribution in the same region before and after the rolling process, in addition, the local strain distribution owing to the formation of the rolled structure was investigated by measuring the amount of strain in the grain from cold rolling using nano-order fine markers applying a focused ion beam (FIB).
During rolling at a 50% to 70% reduction in thickness, different crystal rotations were observed in the initial grains. A trace analysis of the slip band suggested that the crystal rotation in different directions was caused by the activation of different slip systems in each region. The distribution of the equivalent plastic strain from a 60% to 70% reduction owing to a grain subdivision was examined and compared with the change in crystallographic orientation, suggesting that non-uniform slippage deviating from the Taylor model occurred in the regions where a significant orientation change occurred.
Furthermore, the strain distribution measured by the marker showed that tensile deformation caused by rolling tended to be suppressed compared to compressive deformation near the grain boundaries inclined toward the rolling direction. These results suggest that the local crystal rotation inside the grain, which leads to a grain subdivision during rolling, is caused by a deviation of the strain tensor inside the grain from the ideal rolling state.
View full abstractDownload PDF (1650K) Full view HTML -
Tomotsugu Shimokawa, Takumi Oto, Tomoaki NiiyamaArticle type: Regular Article
2022Volume 62Issue 2 Pages 343-352
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMolecular dynamics simulations were used to investigate cementite decomposition’s effect on ferrite/cementite interface-mediated plastic deformation. To model the cementite decomposition, an amorphous cementite phase is introduced between the ferrite and cementite layers with the Bagaryatski orientation relationship. The effects of the cementite decomposition on two plastic deformation phenomena are investigated by varying the thickness of the amorphous cementite layer: first, dislocation emission from the interface, and second, plastic deformation propagation from the ferrite phase to the cementite phase. The introduction of amorphous cementite into a ferrite/cementite interface containing interfacial dislocations causes the effective dislocation nucleation site originating from the interfacial dislocation to lose function, increasing the yield stress of the ferrite/cementite microstructure. The thicker the amorphous layer, the more difficult it is for the ferrite-phase plastic deformation to propagate to the cementite phase. These results suggest that cementite decomposition complicates plasticity phenomena at the interface. The effect of cementite decomposition on the work-hardening ability of the ferrite phase is discussed, as is the possibility of achieving both high strength and high ductility in drawn pearlite steel via appropriate interface structure design.
The effect of the cementite decomposition on plastic deformation of ferrite phase. During compressive deformation, the interfacial dislocation sites at the ferrite/cementite interface without cementite decomposition activate the {110}<111> slip system with the second highest Schmid factor, while at the interface with comentite decomposition, the {112}<111> slip system with the highest Schmid factor was found to be activated. Fullsize ImageView full abstractDownload PDF (3424K) Full view HTML -
Masaki Tanaka, Tatsuya Morikawa, Shimpei Yoshioka, Katsutoshi Takashim ...Article type: Regular Article
2022Volume 62Issue 2 Pages 353-360
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: October 20, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of tempering on uniform elongation was investigated for fully lath martensitic steels with 0.2% C by mass. Stress–strain curves were obtained from specimens tempered at 100, 200, 300 and 400°C. Although total elongation rarely depends on the tempering temperature, the uniform elongation decreased while local elongation increased with the tempering temperature. It was found, using precision markers drawn on the specimen surface, that the distribution of the equivalent plastic strain developed during uniform deformation was inhomogeneous in the specimen tempered at 200°C and relatively homogenous in the specimen tempered at 300°C. Finite element analysis suggests that the uniform elongation depends on the volume fraction that continues elastic deformation even after macroscopic yielding. Therefore, the experimental results showing a decrease in the uniform elongation with tempering temperature can be explained by the decrease in the volume fraction that continues elastic deformation immediately after the macroscopic yielding, which is a deformation character specific to low temperature tempered martensitic steels. The range of variation in nanohardness decreased with the tempering temperature, suggesting that the variation in the local yield stress also decreases with the tempering temperature.
View full abstractDownload PDF (2307K) Full view HTML -
Noriyuki Tsuchida, Rintaro Ueji, Tadanobu InoueArticle type: Regular Article
2022Volume 62Issue 2 Pages 361-367
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
JOURNAL OPEN ACCESS FULL-TEXT HTMLThis study investigated the true stress (σ)–true strain (ε) relationship up to the plastic deformation limit in ferrite–pearlite (FP) steel at various temperatures. We found that a decrease in the deformation temperature resulted in an increase in the lower yield strength (LYS) and the tensile strength (TS), and a decrease in both the uniform and the total elongations. When the temperature was increased from 673 to 773 K, the TS increased and the uniform and total elongations decreased due to the blue brittleness. In the σ–ε relationship up to the plastic deformation limit of the FP steel at various temperatures, ε at the plastic deformation limit increased with an increase in the temperature and was correlated with the reduction of cross-sectional area of tensile specimen. Microcracks were observed in the cementite plates as well as tearing in the pearlite lamellae. The temperature dependence of fracture stress (σZ) was small. In particular, the values of σZ in the temperature range of ductile fracture was almost the same, and is applicable to the condition of the plastic deformation limit. When the ratio of LYS to σZ was 0.5, the area fraction of brittle fracture was 50%.
View full abstractDownload PDF (2426K) Full view HTML -
Rintaro Ueji, Yuuji Kimura, Tadanobu InoueArticle type: Regular Article
2022Volume 62Issue 2 Pages 368-376
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLHigh strengthened steel bar with elongated pearlite was prepared by caliber rolling at room temperature and its hydrogen embrittlement was studied. A 0.6%C - 2%Si - 0.2%Mn - 1%Cr (in mass%) steel was caliber rolled to a reduction of area of 88%, resulting in the evolution of the elongated lamellar structure similar to those in cold drawn pearlitic steel. Mean lamellar spacing of the elongated pearlite was 70 nm and the texture of the rolled steel consisted of strong fiber texture with the rolling direction parallel to <110>. The rolled steel exhibited high yield strength of 1.4 GPa with large reduction of area at fracture (51%). It was demonstrated by both conventional and slow strain tensile tests (CSRT and SSRT) with circumferentially-notched bar specimens that the rolled steel with elongated pearlite performed higher resistance to hydrogen embrittlement than other thermo-mechanically treated steels in which fundamental microstructure is martensite. The possible mechanism for this desirable property is discussed with linking between the cracking path and the significant characters of the microstructure such as anisotropic morphology of lamellar structure and crystallographic texture.
View full abstractDownload PDF (3228K) Full view HTML -
Yuuji Kimura, Taku Moronaga, Tadanobu InoueArticle type: Regular Article
2022Volume 62Issue 2 Pages 377-388
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTML
Supplementary materialA 0.4C-2Cr-1Mo-2Ni steel (in mass%) was subjected to warm tempforming at 773 K or ausforming at 873 K using multi-pass caliber rolling with a rolling reduction of 78% after austenitizing at 1123 K for 1 h. The warm tempformed (TF) and ausformed (AF) bars were annealed and tempered at 843 K for 1 h, respectively, after which their delayed fracture properties were investigated and compared at an ultrahigh tensile strength level of 1.6 GPa. The TF sample had an ultrafine elongated grain (UFEG) structure with a strong <110>//RD fiber texture evolved through the deformation of the tempered martensite, and the transverse grain size of the UFEG structure was finer than that of the isotropic block structure in the AF sample. Slow strain rate testing of pre-hydrogen-charged notched bar specimens and immersion testing demonstrated that the TF sample had a higher resistance to delayed fracture than the AF sample, based on the balance between the hydrogen embrittlement susceptibility and the hydrogen uptake from an atmospheric corrosive environment. The difference in the delayed fracture properties of the TF and AF samples is discussed in association with the microstructural evolution, fracture behavior, and tensile anisotropy.
View full abstractDownload PDF (3310K) Full view HTML -
Ilya Nikulin, Takahiro Sawaguchi, Fumiyoshi Yoshinaka, Susumu Takamori ...Article type: Regular Article
2022Volume 62Issue 2 Pages 389-398
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: September 15, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLWe investigate the effects of the annealing microstructure on the low-cycle fatigue (LCF) life (Nf), cyclic stress behaviour and fatigue microstructure of a Fe–15Mn–10Cr–8Ni–4Si alloy that exhibits a deformation-induced transformation of austenite (γ-phase) into ε-martensite (ε-phase). The alloy rolled at 800°C was annealed at 600°C, 700°C, 800°C and 900°C to vary the grain size, the fraction of recrystallised grains and the texture intensity. Fully reversed axial strain-controlled LCF tests were conducted at total strain amplitudes, Δεt/2, ranging from 0.007 to 0.02. The alloy showed a higher Nf than common steels and ferrous high-Mn alloys in this strain range. This type of annealing microstructure was found to impact the Nf, fatigue behaviour and deformation-induced ε-martensitic transformation (ε-MT) in the studied alloy. The fully recrystallised and weakly textured austenite formed at T ≥ 800°C facilitated the uniform development of ε-martensite under cyclic deformation and led to an increased Nf. The partially recrystallised and textured austenite-containing substructure with high dislocation density formed at T ≤ 700°C suppressed the ε-MT, retarded reversible dislocation motions in the un-recrystallised regions and moderately decreased Nf. Moreover, Nf and the deformation-induced ε-MT were observed to be less sensitive to variations in grain size.
View full abstractDownload PDF (3216K) Full view HTML -
Tomoki Mizoguchi, Motomichi Koyama, Hiroshi NoguchiArticle type: Note
2022Volume 62Issue 2 Pages 399-401
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLCompact tension tests for fatigue crack growth were conducted on transformation-induced plasticity (TRIP) maraging steel with two different annealing times (1 and 8 h). Interestingly, resistance to the long crack growth increased with an increasing annealing time at ΔK ranging from 33 to 50 MPa∙m1/2, whereas a short crack growth resistance, for example, crack growth in a smooth specimen, was reported to show an inverse trend. It is also noteworthy that increasing the annealing time in TRIP-maraging steel decreases both the yield and tensile strengths. Namely, the resistance to the long crack growth showed an inverse trend in the tensile properties, in terms of annealing time. The major microstructural change caused by increasing annealing time was the retained austenite fraction. Specifically, increasing the annealing time increases the austenite fraction, which may have assisted TRIP-related phenomena and associated resistance to long crack growth, for example, transformation-induced crack closure.
Relationship between the transformed austenite fraction after the fatigue crack growth test and the distance from crack surface in TRIP-M 1h at ΔK = 35 MPa·m1/2 and TRIP-M 8h at ΔK = 33 MPa·m.1/2 (Online version in color.) Fullsize ImageView full abstractDownload PDF (428K) Full view HTML -
Yuuji Kimura, Tadanobu InoueArticle type: Note
2022Volume 62Issue 2 Pages 402-404
Published: February 15, 2022
Released on J-STAGE: February 16, 2022
Advance online publication: June 12, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLUltrafine elongated grain (UFEG) structure with a strong <110>//rolling direction fiber texture was created for a 0.4%C-2%Si-1%Cr-1%Mo steel (mass%) through deformation of tempered martensite using multi-pass caliber rolling at 773 K with a rolling reduction of 78% (i.e. warm tempforming). Annealing of the warm tempformed steel at 843 K enhanced delamination toughening at lower temperatures without a significant loss of tensile strength at 1.8 GPa. It was suggested that delamination toughening was controlled through the precipitation of nanoscale Mo-rich precipitates in the UFEG structure.
View full abstractDownload PDF (701K) Full view HTML
- |<
- <
- 1
- >
- >|