
- |<
- <
- 1
- >
- >|
-
2021 Volume 61 Issue 2 Pages Cover-
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESSDownload PDF (468K) -
2021 Volume 61 Issue 2 Pages Editorial-
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESSDownload PDF (1422K) -
2021 Volume 61 Issue 2 Pages Contents-
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESSDownload PDF (246K)
-
Noriyuki TsuchidaArticle type: Preface
2021 Volume 61 Issue 2 Pages 517
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLDownload PDF (592K) Full view HTML -
Ji Hoon Kim, Min-Hyeok Kwon, Jae Sang Lee, Seawoong Lee, Kyooyoung Lee ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 518-526
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe influence of isothermal treatment prior to the initial quenching step of Q&P process was investigated in 0.26C – 4.15Mn – 1.39Si steel. Compared to the microstructure of the Q&P processed steel: a mixture of martensite and retained austenite, the microstructure subjected to isothermal treatment before initial quenching step (BQ&P) consists of bainitic ferrite, martensite and retained austenite. Formation of bainitic ferrite during isothermal treatment refined the retained austenite grain size and made the filmy morphology prevalent in the final microstructure. Besides, carbon effectively enriched into the austenite adjacent the bainitic ferrite. The change in size, morphology and carbon content enhanced the mechanical stability of austenite in BQ&P processed steel; it has a beneficial influence on improving tensile elongation for a given tensile strength level. Moreover, controlling austenite characteristics by isothermal treatment is advantageous on the stretch-flangeability; hole expansion ratio is evaluated to be 22.2% for BQ&P processed steel, which is 2.7 time higher than that for the conventional Q&P processed one.
View full abstractDownload PDF (2563K) Full view HTML -
Hiroyuki Kawata, Takashi Yasutomi, Satoshi Shirakami, Kohki Nakamura, ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 527-536
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLTransformation-induced plasticity (TRIP) is a phenomenon that improves the deformability of high-strength steel. TRIP depends on deformation-induced martensite transformation behavior. To clarify the mechanism of the transformation in low-alloy TRIP steel, we evaluated the transformation behavior via in-plane tension and compression experiments. During tensile and compressive deformation, the volume fraction of austenite (Vγ) decreased as strain and stress increased. The rate at which Vγ decreased during compressive deformation was slower than that during tensile deformation. However, after continuous deformation (i.e., tensile deformation under compression and vice versa), Vγ depended on stress, not strain. The transformation behavior was controlled by the applied stress, regardless of strain path and stored strain. It is appropriate to apply a stress-dominant strain-induced transformation model to explain this macroscopic transformation behavior.
View full abstractDownload PDF (1605K) Full view HTML -
Toshihiro Tsuchiyama, Yoshinori Amano, Shohei Uranaka, Takuro MasumuraArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 537-545
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
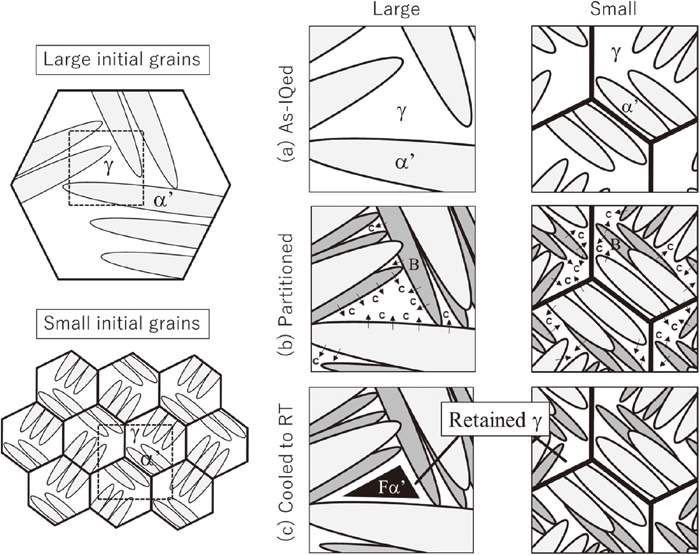
JOURNAL OPEN ACCESS FULL-TEXT HTMLFe-0.4C-1.2Si-0.8Mn (mass%) alloys austenitized at different temperatures, ranging from 1103 to 1473 K, were subjected to interrupted quenching (IQ) at 473 K and then maintained at that temperature to induce the partitioning of carbon from martensite to austenite (one-step quenching and partitioning (Q&P) process). The initial austenite grain size before the IQ was varied from 20 to 573 µm. As the initial austenite grain size becomes finer, the enrichment of carbon in the untransformed austenite during the partitioning treatment is enhanced, which leads to a greater increase in the volume fraction of retained austenite. The reasons for the increased carbon enrichment were explained by the effective carbon partitioning as well as the promoted bainitic transformation, which were both caused by the increase in the area of the martensite/austenite interface. Tensile tests of the specimens with different initial austenite grain sizes revealed that the mechanical properties of the one-step Q&P specimens improved in both strength and elongation by the refinement of the initial austenite grains.
Schematic illustrations showing the microstructure development that occurs trough the one-step Q&P process in 0.4C steels with large and small initial austenite gran size. The γ, α’, B, and F α’ denote austenite, martensite, bainite, and fresh martensite, respectively. Fullsize ImageView full abstractDownload PDF (3506K) Full view HTML -
Takuro Masumura, Kohei Fujino, Toshihiro Tsuchiyama, Setsuo Takaki, Ke ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 546-555
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMd30 is defined as the temperature at which 50 vol.% of α’-martensite is formed at a true tensile strain of 0.3 in metastable austenitic steels. The effect of C concentration on Md30 is known to be identical to that of N, as shown by Nohara’s equation. However, we found that Md30 of C-added steel is lower than that of N-added steel, which indicates that the effect of C concentration on the mechanical stability of austenite is more significant than that of N. In addition, the relationship between Md30 and C and N concentration is not linear. The effect of C and N concentration on Md30 is higher at lower C and N concentration (<0.1%). As this effect was not considered in the previous study, the austenite-stabilizing effects of these elements were underestimated. Therefore, in this study, new equations were proposed to accurately estimate Md30 of an Fe–Cr–Ni alloy system. The modified Md30 equation is shown below:

Ceq (C equivalent) is a function of C and N concentrations and temperature.

These equations show that the difference in austenite-stabilizing effects of C and N increases with increasing temperature due to the difference in stacking fault energy between C- and N-added steels.View full abstractDownload PDF (1902K) Full view HTML -
Noriyuki Tsuchida, Eiichiro Ishimaru, Masatomo KawaArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 556-563
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLRole of deformation-induced martensite in the transformation-induced plasticity (TRIP) of metastable austenitic steels was studied by examining effects of temperature on the tensile properties of Fe–18%Cr–6%Ni–0.2%N–0.1%C (6Ni–0.2N–0.1C) steel. The tensile properties obtained by tensile tests at various temperatures between 123 and 373 K were compared with those of SUS304 steel. The 0.2% proof stress, tensile strength, and uniform elongation of the 6Ni–0.2N–0.1C steel were larger than those of SUS304 at all temperature studied, and the mechanical stability of the austenite for the 6Ni–0.2N–0.1C steel was higher than that for the SUS304 steel. Neutron diffraction experiments at room temperature showed that the improvements in the mechanical properties in the 6Ni–0.2N–0.1C steel were associated with larger work hardening of the austenite and larger strength of the deformation-induced martensite. The increase in strength of deformation-induced martensite with N and C additions leads to better mechanical properties due to the TRIP effect, despite of smaller amounts of deformation-induced martensitic transformation.
View full abstractDownload PDF (2281K) Full view HTML -
Noriyuki Tsuchida, Takaaki Tanaka, Yuki TojiArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 564-571
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of deformation temperature on the mechanical properties of 1-GPa-grade TRIP steels with different retained austenite (γR) morphologies was studied. The temperature dependence on the deformation-induced martensitic transformation behavior was also investigated. The uniform elongation below room temperature was relatively large in the needle-like γR steel, whereas the tensile strength at each temperature was almost the same as it was independent of the γR morphology. The better tensile strength–uniform elongation balance was obtained at 373 K for the needle-like γR steel and at 473 K for blocky γR one. The mechanical stability of γR was higher in the needle-like γR steel, according to the x-ray diffraction experiments. γR was mechanically stable with increasing temperature, but its volume fraction decreased at temperatures above 473 K because of the deformation-induced bainitic transformation. In this paper, the quantitative conditions of deformation-induced transformation to obtain better uniform elongation in the 1-GPa-grade TRIP steels are summarized from the viewpoints of the volume fraction of deformation-induced martensite and the transformation rate.
View full abstractDownload PDF (2338K) Full view HTML -
Young-Roc Im, Eun-Young Kim, Taejin Song, Jae Sang Lee, Dong-Woo SuhArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 572-581
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
Advance online publication: January 08, 2021JOURNAL OPEN ACCESS FULL-TEXT HTMLThe influence of microstructure on tensile properties and stretch-flangeability of TRIP steels with tensile strengths higher than 1.2 GPa has been investigated under various Quenching and Partitioning (Q&P) conditions. As lowering the quenching stop temperature, QT, below Ms temperature in the range of 340°C to 280°C, volume fractions of tempered martensite and retained austenite increased and volume fractions of bainite and fresh martensite decreased in the final microstructure. The higher the QT temperature in the range of 280°C to 330°C, the more the relative proportion of untransformed austenite at the end of the partitioning step was transformed into fresh martensite. The microstructural characteristics of fresh martensite and retained austenite under different QT conditions were analyzed by EBSD. The fresh martensite phase was identified by a new method applying the threshold values of both Image Quality (IQ) and Kernel Average Misorientation (KAM). It is suggested that the decrease in the HER (Hole Expansion Ratio) value with increasing QT temperature is due to the increase in the size and the volume fraction of fresh martensite particle.
The mechanical properties of Q&P steels were evaluated before and after tempering at 200°C for 1 hour. Under conditions where the initial volume fraction of fresh martensite before tempering was higher, tensile elongation and HER values were improved by tempering. Tensile elongation was increased with the volume fraction of retained austenite. Lower HER values were obtained with higher volume fractions of fresh martensite, regardless of tempering.
View full abstractDownload PDF (3542K) Full view HTML -
Rintaro Ueji, Yuuji Kimura, Kohsaku Ushioda, Takahito Ohmura, Tadanobu ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 582-590
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLBainite transformation and the resultant tensile properties of medium-carbon Si-bearing steels having upper bainite with retained austenite were clarified focusing on the effect of prior austenite grain size. Two different conditions (850°C and 1050°C) for austenitization were adopted to obtain the different prior-austenite grain sizes. The bainite structure was obtained by austempering, and the condition of the isothermal holding was decided according to the Time-Temperature-Transformation diagrams. The refinement of prior-austenite grains brought significant shortening of the incubation time of bainite transformation and the morphology of retained austenite grains occasionally appeared more blocky. Meanwhile, the mean grain size of the retained austenite measured by electron back scattering diffraction (EBSD) analysis did not change largely (~3 µm). The samples that were held isothermally at 400°C for 30 min showed fully bainite structure with much amount of retained austenite whose area fraction was ~40%, and these tensile tests of the both samples revealed high strength (1.4 GPa) with adequate ductility (more than 25%). Significant amount of retained austenite disappeared in the breaking samples and this indicates that the transformation induced plasticity (TRIP) occurs. The dependence of prior-austenite grain size on the deformation-induced martensitic transformation could not be found, while the orientation dependence was clearly detected in both the samples. According to these experimental results, the benefit of the refinement of the prior austenite grains is difficult to be discovered with the improvement of the tensile properties. However, it can be found in the shortening of the heat treatment process.
Strength - ductility balance of the data shown in this work and the previous works on the medium carbon steels. (Online version in color.) Fullsize ImageView full abstractDownload PDF (3715K) Full view HTML -
Tomohiko Hojo, Junya Kobayashi, Koh-ichi Sugimoto, Yoshito Takemoto, A ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 591-598
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo develop ultrahigh-strength steels for automotive impact safety parts, the effects of the microstructure and nitrogen content on the fatigue properties of ultrahigh-strength low alloy transformation-induced plasticity (TRIP)-aided steels with martensite (TM), bainitic ferrite-martensite (TBM), and bainitic ferrite (TBF) matrices were investigated. Compared to TBF steels, both the TM and TBM steels achieved high tensile strength, of more than 980 MPa, and excellent fatigue properties. This results from the suppression of crack propagation due to the effective TRIP of the relatively stable interlath retained austenite and the increase in tensile and yield strengths attributed to the low isothermal transformation treatment. The fatigue strengths of the ultrahigh-strength low alloy TRIP-aided steels were slightly increased by the addition of 100 ppm of nitrogen. The increase in fatigue strength of TM, TBM, and TBF steels with 100 ppm of nitrogen was caused by the fine and uniform martensite and bainitic ferrite matrices and retained austenite, along with the increase in carbon concentration in the retained austenite due to the precipitation of AlN.
View full abstractDownload PDF (5616K) Full view HTML -
Akihiko Nagasaka, Tomohiko Hojo, Katsuya Aoki, Hirofumi Koyama, Akihir ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 599-607
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLEffect of heat-affected zone (HAZ) softening on tensile strength (TS) and total elongation (TEl) of spot-welded automobile ultrahigh strength TRIP-aided martensitic (TM) steel sheet was investigated for automobile applications. Tensile test was performed on an Instron type tensile testing machine at a crosshead speed of 3 mm/min (strain rate of 8.3×10−4 s−1), using spot-welded specimen.
The results are as follows.
(1) The spot-welded specimen at the current value (I) of 6.5 kA for the TM steel with the maximum tensile stress (TS*) of 1450 MPa and the fracture elongation (TEl*) of 7.0% was superior to that of hot stampted (HS1) steel sheet and it was found that the TS* and the TEl* for the TM steel possessed same level as those of base metal specimen for the HS1 steel with the tensile strength (TS) of 1469 MPa and the total elongation (TEl) of 7.7%.
(2) The TRIP effect for the TM steel with an excellent strength-ductility balance (TS×TEl) of 14.4 GPa% (i.e. the tensile strength (TS) of 1532 MPa and the total elongation (TEl) of 9.4%) suppressed the HAZ softening and was able to express a high maximum stress (TS*) of 1450 MPa of the spot-welded specimen for the TM steel.
Stress (σ)-strain (ε) curves of base metal and spot-welded specimens for TM steel. Fullsize ImageView full abstractDownload PDF (4958K) Full view HTML -
Akihiko Nagasaka, Tomohiko Hojo, Masaya Fujita, Takumi Ohashi, Mako Mi ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 608-616
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLEffect of carbon content on V-bending in high-strength TRIP-aided dual-phase (TDP) steel sheets with polygonal ferrite matrix was investigated for automobile applications. V-bending test was performed on a hydraulic testing machine at a processing speed of 1 mm/min, using a rectangular specimen (50 mm in length, 5 mm in width, 1.2 mm in thickness). The main results are as follows.
(1) The (0.1–0.4)C-1.5Si-1.5Mn, mass% TDP steel sheets were able to perform V-bending by strain-induced martensitic transformation of TRIP effect. On the other hand, ferrite-martensite dual-phase (MDP0) steel sheet of 900 MPa grade was not able to perform 90-degree V-bending because of initiation of crack in tension region.
(2) The 0.4C-1.5Si-1.5Mn, mass% TDP4 steel sheet of 1100 MPa grade was able to enable the 90-degree V-bending that considered an amount of springback (Δθ= θ2−θ1), in which the θ1 and the θ2 are a bending angle on loading and a bending angle after unloading respectively, of more than 2-degree by controlling a displacement of punch bottom dead center.
Phase maps of bcc and fcc in TDP4 steel ((a) microstructure, (b) inner, (c) center, (d) outer). (Online version in color.) Fullsize ImageView full abstractDownload PDF (2388K) Full view HTML -
Takuro Masumura, Toshihiro TsuchiyamaArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 617-624
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of C and N on the work-hardening behaviors were compared in metastable austenitic steels in which varied amounts of C and N were separately added (Fe-18%Cr-8%Ni-(C,N) alloys). Although both C and N suppressed deformation-induced martensitic transformation during tensile deformation due to their austenite-stabilizing effect, they enhanced the work hardening of the steels. Comparison of C-added and N-added steels revealed that C addition more increased the work-hardening rate than N addition. In order to clarify the reason of the more significant effect of C, the individual hardness of deformed austenite and deformation-induced martensite (DIM) were measured in cold-rolled C-added and N-added steels by using a nano-indentation tester. The nanohardness of deformed austenite increased with increasing the thickness reduction and amount of added C and N. However, there is little difference between C-added and N-added steels in the hardening behavior of austenite, meaning that the difference in work-hardening rate of metastable austenitic steel between C-added and N-added steels is not derived from the hardness of deformed austenite but that of DIM. The nanohardness of DIM was significantly higher in the C-added steel than N-added steel, and thus, the main factor affecting the higher work hardening of 0.1C steel should be considered to be the higher hardness of C-containing DIM. In addition, in C-added steels, an excellent strength-ductility balance was achieved compared with N-added steel because the hard DIM is gradually formed until the later stage of deformation, meaning that pronounced TRIP effect was obtained in C-added steels than N-added steels.
View full abstractDownload PDF (1276K) Full view HTML -
Tatsuya Morikawa, Shimpei Yoshioka, Masaki Tanaka, Yuki Toji, Kohei Ha ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 625-631
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo clarify the contribution of martensite increase to work-hardening during transformation-induced plasticity (TRIP), the changes in local strain distribution with tensile deformation were investigated for dual-phase steels with different volume fractions of martensite in ferrite using the precise marker method. Particular attention was paid to the changes in strain and stress bearing by martensite and ferrite with tensile deformation. The precise marker method is especially useful for local strain analysis of multiphase materials. Three types of steels with volume fractions of 25%, 50%, and 75% martensite were subjected to local strain analysis at several stages of deformation. The important results are as follows: (1) in steels with a large volume fraction of martensite, the contribution of the plastic deformation of martensite to the overall tensile strain is large from the beginning of the tensile deformation, and (2) the difference in strain bearing by martensite and ferrite increases through tensile deformation in both 25% and 50% martensitic steels. Using the constitutive equations for the stress-strain response, the strain distributions in each phase were translated into stress distributions. Then, the stress-strain response was numerically estimated by applying the general rule of mixtures using the average values of strain and stress, and compared with the experimental results. The relationship between the controlled martensitic transformation and tensile deformation behavior in TRIP steel is also discussed.
View full abstractDownload PDF (1483K) Full view HTML -
Noriyuki Tsuchida, Rintaro Ueji, Tadanobu InoueArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 632-640
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn situ neutron diffraction experiments during tensile deformation were conducted to investigate the effect of temperature on the tensile properties of JIS-SUS316L steel from the phase stresses of austenite (γ) and ferrite (α) phases and the kinetics of deformation-induced martensitic transformation (DIMT). The 0.2% proof stress and tensile strength increased with decreasing deformation temperature, and the maximum uniform elongation was reached at 223 K. The temperature of the maximum uniform elongation in metastable austenitic stainless steels is related to the mechanical stability of γ and showed good correlation with the Ni equivalent. The estimated phase stress of γ at a given true strain increased with decreasing temperature; however, the temperature dependence of the twinning-induced plasticity effect of the γ phase was small. The phase stress of α was almost independent of temperature between 138 K and 223 K. The effect of temperature on the mechanical properties of the SUS316L steel was largely affected by the transformation-induced plasticity effect, which was related to the kinetics of DIMT according to in situ neutron diffraction experiments.
View full abstractDownload PDF (3076K) Full view HTML -
Motomichi Koyama, Takeshi Eguchi, Kaneaki TsuzakiArticle type: Regular Article
2021 Volume 61 Issue 2 Pages 641-647
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this study, the fatigue crack growth behaviors of Fe30Mn10Cr10Co (at%) metastable high-entropy alloy at different frequencies and test temperatures were evaluated by compact tension tests. The fatigue crack growth rate did not significantly change with varying frequency. However, it increased with decreasing temperature from room temperature (RT) to 103 K owing to the promotion of the hexagonal close-packed (HCP) martensite-related cracking. Increasing the test temperature from RT to 373 K decelerated the fatigue crack growth rate perhaps owing to the formation of the ductile and reversible HCP martensite.
View full abstractDownload PDF (2153K) Full view HTML -
Stefanus Harjo, Takuro Kawasaki, Noriyuki Tsuchida, Satoshi Morooka, W ...Article type: Regular Article
2021 Volume 61 Issue 2 Pages 648-656
Published: February 15, 2021
Released on J-STAGE: February 18, 2021
Advance online publication: December 25, 2020JOURNAL OPEN ACCESS FULL-TEXT HTMLIn situ neutron diffraction measurements of two low-alloy steels and a 304-type stainless steel during tensile and creep tests were performed at room temperature. Changes in the diffraction pattern, the integrated peak intensities of austenite (γ), and the peak positions of γ were analyzed and discussed to elucidate the relationship between intergranular stress in γ and the occurrence of martensitic transformation during deformation. Tensile loading experiments revealed that the susceptibility to martensitic transformation depended on the γ-(hkl) grains, where γ-(111) grains underwent martensitic transformation at the latest. The volume fractions of γ were found to decrease under an applied load but to remain almost unchanged under constant load in creep tests, where the lattice strains of γ-(hkl) grains were mostly unchanged. The γ-hkl dependence of the susceptibility to martensitic transformation was found to be controlled by the shear stress levels in γ-(hkl) grains, which were affected by the intergranular stress partitioning during deformation.
View full abstractDownload PDF (1964K) Full view HTML
- |<
- <
- 1
- >
- >|