
- |<
- <
- 1
- >
- >|
-
2022 年 108 巻 6 号 p. Cover-
発行日: 2022/06/01
公開日: 2022/05/31
ジャーナル オープンアクセスPDF形式でダウンロード (660K) -
2022 年 108 巻 6 号 p. Contents-
発行日: 2022/06/01
公開日: 2022/05/31
ジャーナル オープンアクセスPDF形式でダウンロード (1674K) -
2022 年 108 巻 6 号 p. Editorial-
発行日: 2022/06/01
公開日: 2022/05/31
ジャーナル オープンアクセスPDF形式でダウンロード (205K)
-
横山 浩一, 葛西 栄輝, 内藤 誠章2022 年 108 巻 6 号 p. 335-342
発行日: 2022年
公開日: 2022/05/31
 ジャーナル オープンアクセス HTML
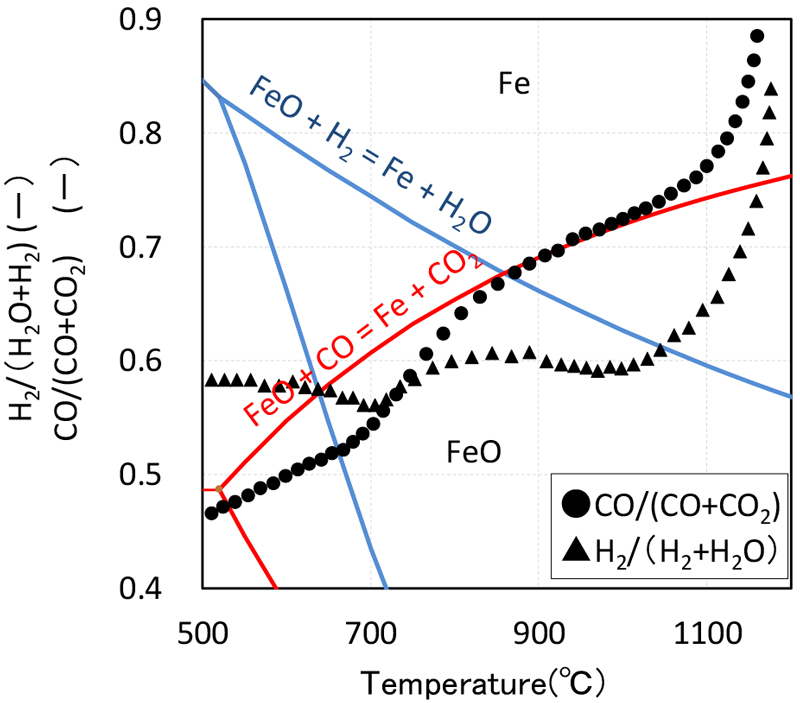
ジャーナル オープンアクセス HTMLThe annual CO2 emissions in Japan is approximately 1.1 Gt and the steel industry section accounts for its about 14%. The ratio of the blast furnace (BF) ironmaking process occupies about 70% of the emissions of the steel industry. Therefore, reduction of CO2 emissions from the BF process is an important issue. In order to reduce CO2 emissions from the BF, it is necessary to reduce its carbon consumption. Two plausible methods can be pointed out: One is the utilization of hydrogen as a reducing agent instead of carbon, and another is the improvement of the efficiency of CO gas reduction. It is effective to lower the reduction equilibrium point temperature of CO and CO2 determined by the gasification start temperature of the carbonaceous materials for an increase in the efficiency of CO gas reduction. Utilization of the agglomerates prepared by the mixture of fine ore and fine coke, namely “Reactive Coke Agglomerate (RCA)” is also effective for a decrease in the reduction equilibrium point temperature.
The purpose of this study is to clarify the effect of RCA utilization on the thermal reserve zone temperature and reduction efficiency under hydrogen enriched conditions. A series of the evaluation experiments was conducted using the Blast-furnace Inner-reaction Simulator (BIS). The results show that the use of RCA gives the effect to reduce CO2 emissions from the blast furnace in the range of H2 concentration of Bosh gas up to 20%.
抄録全体を表示PDF形式でダウンロード (2135K) HTML形式で全画面表示
-
三浦 拓也, 藤井 英俊, 潮田 浩作2022 年 108 巻 6 号 p. 343-353
発行日: 2022年
公開日: 2022/05/31
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLFriction stir welding (FSW) was performed under the two welding conditions (rotation speed - traveling speed) of 150 rpm - 100 mm/min and 200 rpm - 400 mm/min using 6 mass%Ni steels with different carbon contents from 0.14 mass%C to 0.63 mass%C. The slightly lower peak welding temperature and the higher cooling rate were predicted under the condition of 200 rpm - 400 mm/min. The effects of carbon content and prior austenite grain size on retained austenite fraction in the stir zones were evaluated. When carbon content was 0.30 mass% or more, a fine microstructure consisting of lath martensite and retained austenite was formed in the stir zone. Irrespective of welding conditions, the amount of retained austenite increased with the increase of carbon content. More retained austenite was obtained at the stir zone under the 200 rpm - 400 mm/min condition, which resulted from rapid cooling and finer prior austenite grains compared with the condition of 150 rpm - 100 mm/min. The effect of the prior austenite grain size on the amount of retained austenite was successfully extracted, and the finer austenite grain size was concluded to play an important role to stabilize austenite by analyzing the difference in the martensitic start temperatures predicted based on the chemical composition and the retained austenite fraction based on Koistinen-Marburger equation.
抄録全体を表示PDF形式でダウンロード (5486K) HTML形式で全画面表示
-
市來 龍大, 矢川 智健, 古木 貴志, 金澤 誠司2022 年 108 巻 6 号 p. 354-359
発行日: 2022年
公開日: 2022/05/31
 ジャーナル オープンアクセス HTML
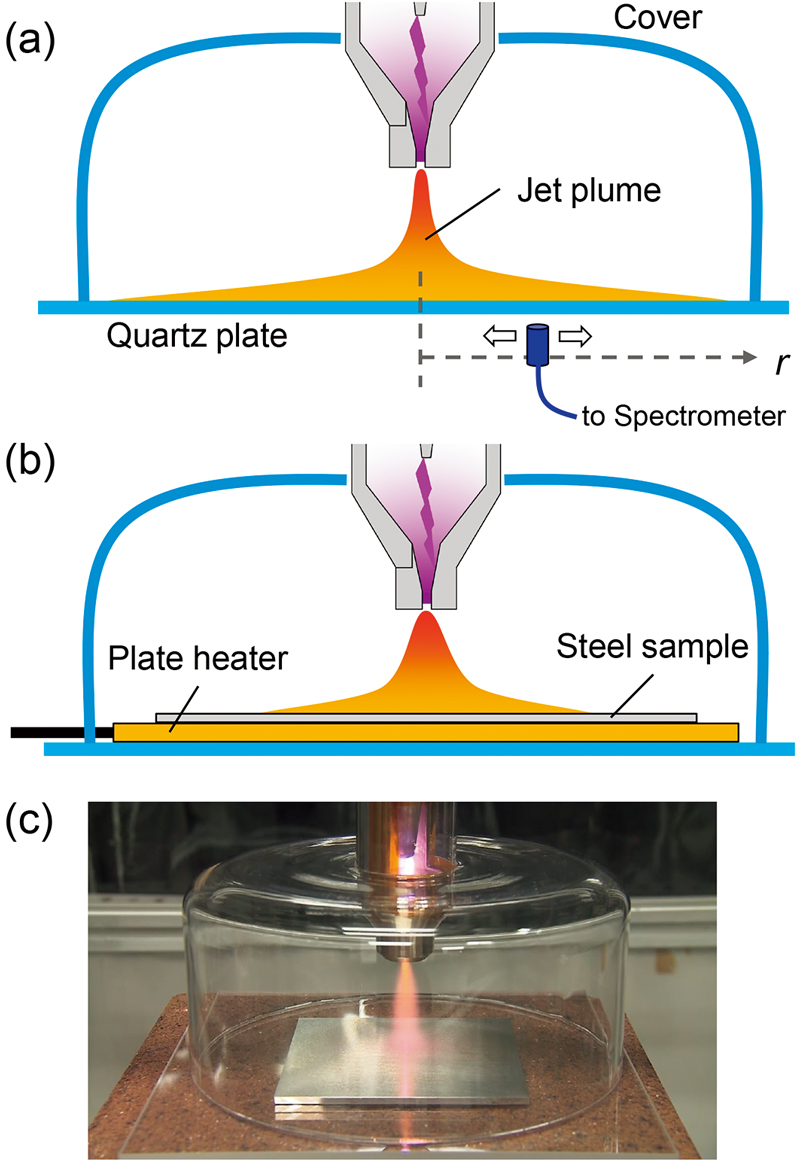
ジャーナル オープンアクセス HTMLA unique nitriding technique using the atmospheric-pressure plasma jet has been upgraded by extending the treatable area. The previous manner to heat up a steel sample was spraying the thermal plasma jet onto the sample surface, which could maintain the treatment temperature only within a limited area of sample to restrict the treatable area to ca. 300 mm2. Here, we first introduced an external heating system to the plasma-jet nitriding to control the treatment temperature of a larger sample. As a result, the treatable area is successfully extended to ca. 6300 mm2. Moreover, the lifetime of NH radicals produced by the plasma chemical reaction is found to be long enough to cover the relevant area, implying the importance of NH for plasma-jet nitriding.
抄録全体を表示PDF形式でダウンロード (2617K) HTML形式で全画面表示
-
林 成榕, 関戸 健治, 金 浩赫, 井上 純哉2022 年 108 巻 6 号 p. 360-369
発行日: 2022年
公開日: 2022/05/31
 ジャーナル オープンアクセス HTML
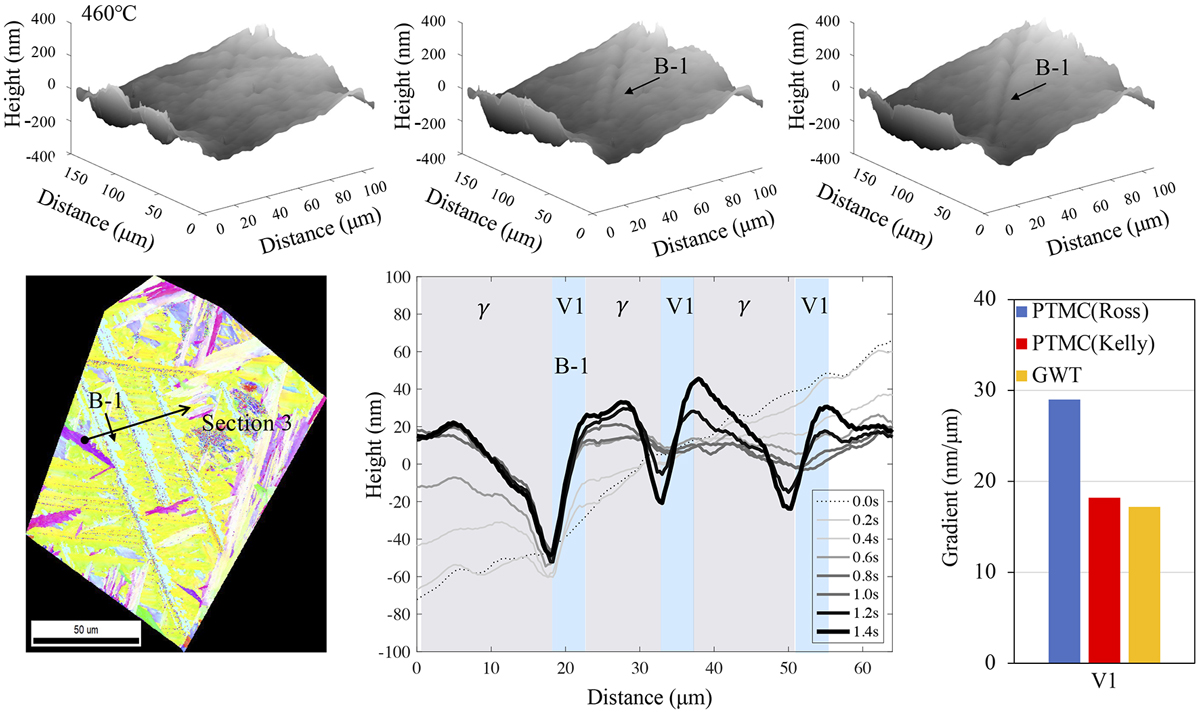
ジャーナル オープンアクセス HTMLA novel 3D in-situ measurement method was developed to clarify the bainitic transformation process of medium carbon steel. To achieve enhanced accuracy in 3D in-situ measurement by a digital holographic microscopy, the Gabor Wavelet transformation is introduced instead of the conventional reconstruction method based on the fast Fourier transformation. The effectiveness of the proposed method is first verified by comparison with the conventional reconstruction method as well as the other 3D measurement methods, such as atomic force microscopy and confocal laser microscopy. 3D in-situ observations were conducted to reveal the surface relief effect induced by the bainitic transformation behavior during continuous cooling. The results demonstrated that the measured shape deformation induced by the bainitic transformation corresponds well with the prediction by the phenomenological theory of martensite crystallography.
抄録全体を表示PDF形式でダウンロード (9182K) HTML形式で全画面表示
-
中垣内 達也, 山下 孝子, 横田 毅, 寺田 芳弘, 梶原 正憲2022 年 108 巻 6 号 p. 370-382
発行日: 2022年
公開日: 2022/05/31
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLTwo kinds of ferrite were produced due to slow cooling after intercritical annealing, one being intercritically-annealed ferrite (αa phase), and the other transformed ferrite (αc phase). The effects of distributions of the αa and αc phases on the mechanical properties of a Fe–0.17C–1.5Si–1.7Mn dual-phase steel were examined experimentally at room temperature. Two types of intercritical annealing (IA) were conducted to control the distribution. The IA temperature and time are Ta = 800°C (1073 K) and ta = 0.5 h (1.8 ks), respectively, for the first type, and Ta = 740°C (1013 K) and ta = 4 h (14.4 ks), respectively, for the second one. For both types of IA, the steel was slowly cooled to 400°C (673 K) at a cooling rate of 10°C/s, followed by water quenching. While the total volume fraction fα of the αa and αc phases is close to 0.68–0.69 for both Ta = 800 and 740°C (1073 and 1013 K), the combination of the volume fraction of each α phase is different for Ta = 800 and 740°C (1073 and 1013 K). The volume fraction fαa of the αa phase and fαc of the αc phase is 0.33 and 0.36 for Ta = 800°C (1073 K), respectively, and 0.68 and 0 for Ta = 740°C (1013 K), respectively. The ultimate tensile strength su is about 970 MPa for fα = 0.68–0.69 independent of combination of fαa and fαc values. Thus, the effect of the α phase on su is close to each other between the αa and αc phases. In contrast, both the uniform strain eu and the local strain el increase with increasing volume fraction fαc of the αc phase. Such increase in eu is attributed to larger values of the strain hardening rate dσ/dε in the large strain region. Misfit strain stored at the boundary between the αa and αc phases causes to the larger values of dσ/dε. On the other hand, suppression of void formation deduces the increase in el. Acceleration of dynamic recovery of the α phase adjacent to martensite (M phase) and decrease in the hardness of the M phase adjacent to the α phase due to formation of the αc phase can suppress void formation. Consequently, formation of the αc phase contributes to improvement of the mechanical properties of the dual-phase steel.
抄録全体を表示PDF形式でダウンロード (8748K) HTML形式で全画面表示
- |<
- <
- 1
- >
- >|