
- |<
- <
- 1
- >
- >|
-
2019 年 105 巻 5 号 p. Cover-
発行日: 2019/05/01
公開日: 2019/04/30
ジャーナル オープンアクセスPDF形式でダウンロード (660K) -
2019 年 105 巻 5 号 p. Contents-
発行日: 2019/05/01
公開日: 2019/04/30
ジャーナル オープンアクセスPDF形式でダウンロード (955K) -
2019 年 105 巻 5 号 p. Editorial-
発行日: 2019/05/01
公開日: 2019/04/30
ジャーナル オープンアクセスPDF形式でダウンロード (229K)
-
村尾 玲子, 原野 貴幸, 木村 正雄, In-Ho Jung2019 年 105 巻 5 号 p. 493-501
発行日: 2019年
公開日: 2019/04/30
[早期公開] 公開日: 2019/01/29ジャーナル オープンアクセス HTMLThe thermodynamic model of a silico-ferrites of calcium and aluminum solution, SFCA phase (Ca2(Fe, Ca)6Oct(Fe, Al, Si)6TetO20) was newly developed in the framework of the Compound Energy Formalism (CEF). Preferred substitution of Al atoms to tetrahedral sites in the SFCA solution was verified by X-ray absorption near edge structure (XANES) analysis. On considering crystallographic information in particular the short-range-ordering nature in the SFCA solution – the Ca8(Fe3+)20Oct(CaSi6+, FeFe6+, FeAl6+)3Paired(CaSi6+)1Paired(Fe3+, Al3+)20TetO80 structure was considered for modeling the SFCA solution. The optimized Gibbs energies of all end-members can successfully reproduce the experimental single phase region of the SFCA solution.
抄録全体を表示PDF形式でダウンロード (4255K) HTML形式で全画面表示
-
諸星 隆, 瀬々 昌文, 松宮 徹2019 年 105 巻 5 号 p. 502-511
発行日: 2019年
公開日: 2019/04/30
ジャーナル オープンアクセス HTMLThe disregistry between β-ZrO2 and γ-Fe is small. In this study, the effect of β-ZrO2 on the nucleation of γ-Fe was investigated by two experiments. First, 20 kg ingots containing 0.75 mass%C with Zr addition or with Al addition were cast and solidification structure was observed. High fraction of equiaxed grain structure was formed in the ingots with Zr addition, but not formed with Al addition. Next, undercooling of 500 g molten steel during cooling was measured. In this experiment a ZrO2 tablet or an Al2O3 tablet was set at the bottom of the crucible. Undercooling with a ZrO2 tablet was smaller than that with an Al2O3 tablet. These two results indicate that β-ZrO2 acts an effective heterogeneous nucleation site for γ-Fe. Interfacial energy differences between liquid Fe and solid γ-Fe both in cases of facing ZrO2 and Al2O3, which are key elements for heterogeneous nucleation capability, were compared and it was found that the difference in the former case is larger than that in the latter case and that chemical contribution is larger in comparison to structural contribution, i.e., lattice misfit energy, in the former case and vice versa in the latter case.
抄録全体を表示PDF形式でダウンロード (1841K) HTML形式で全画面表示
-
小笠原 知義, 北村 拓也, 青江 信一郎, 舘野 純一, 浅野 一哉2019 年 105 巻 5 号 p. 512-521
発行日: 2019年
公開日: 2019/04/30
ジャーナル オープンアクセス HTMLThis paper proposes a dynamic control method of flatness and elongation of the strip in a skin pass mill. In the conventional feedback control, the target values of the flatness and the elongation are fixed. However, the elongation control to the fixed target value is often insufficient to achieve the strip flatness when the work roll deflection is caused by the rolling force manipulation of the elongation control. To improve the flatness control performance, the elongation control in consideration of the flatness is proposed. Periodically, the proposed method solves the optimization problem. The objective function including the control error of the flatness is minimized subject to the constraints such as the range of the elongation, strip thickness and control outputs. In addition, the feedforward control which suppresses the elongation deviations during mill speed change is also proposed. It is difficult to predict accurate rolling force online using a physical model because the computation load is very heavy. The proposed method utilizes the relationship between strain rate and deformation resistance of the strip which is measured offline and the designated rolling force change from the lowest to top rolling speed. This method doesn’t require a physical model and heavy computation load. The proposed method is evaluated by simulation and experiments and the results show that this control method has improved the flatness and the elongation control performance.
抄録全体を表示PDF形式でダウンロード (3200K) HTML形式で全画面表示
-
常田 大喜, 今宿 晋, 我妻 和明2019 年 105 巻 5 号 p. 522-529
発行日: 2019年
公開日: 2019/04/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLIn steelmaking industry of Japan, one-third steelmaking slag is reused for road constructions. Steelmaking slag contains a few weight percent of calcium oxide, which is termed as free-lime. Free-lime expands its volume by the reactions with water and carbon dioxide, leading to collapse of road substrates. To prevent the road collapse, free-lime in steelmaking slag is now treated to be transformed to Ca(OH)2 and CaCO3 by an aging process; however, the residual free-lime still causes the road collapse. Therefore, it is necessary to detect free-lime in steelmaking slag to safely reutilize it for road constructions. In the present study, we carried out a cathodoluminescence (CL) analysis for identification of free-lime in steelmaking slag. For this purpose, we prepared a synthesized slag sample including free-lime by heating mixtures of reagents. A part of the sample was soaked in water at 70°C for 3 h (aging process). Crystallized free-lime in the sample illuminated orange due to an emission peak of Mn2+ at 600 nm regardless of the precipitation forms of free-lime. Undissolved free-lime illuminated blue due to an emission peak of oxygen vacancy at 460 nm. The sample after the aging process illuminated orange because of CaCO3 having with an emission peak of Mn2+ at 620 nm. We could identify free-lime and CaCO3 by camera detecting light over 680 nm selectively because the luminescence of CaCO3 also appeared on longer wavelength side over 690 nm. Thus, we could detect free-lime in steelmaking slag by capturing CL images within 30 s.
抄録全体を表示PDF形式でダウンロード (6130K) HTML形式で全画面表示
-
奥田 金晴, 許 皛, 貝沼 亮介2019 年 105 巻 5 号 p. 530-539
発行日: 2019年
公開日: 2019/04/30
ジャーナル オープンアクセス HTMLThe phase transformation behavior during heating process after various cold-rolling reductions was investigated for Fe - 20% Mn alloy and the phase stabilities of γ and ε phases were discussed. The initial hot-rolled material was composed of ε martensite matrix and a small amount of γ austenite phase at room temperature. The deformation of the martensite alloy in cold rolling was not homogeneous and the microstructure in some regions was clearly inherited from that in the hot rolled sample. Moreover, the residual γ phase was still detected even after 35% cold rolling reduction. In the heating stage, the reverse transformation to the γ phase remarkably started at 200ºC or higher and the reverse transformation finishing temperature obviously rose with rolling reduction ratio. However, it was confirmed by in-situ XRD and EBSD observation that the reverse transformation had already started from the residual γ phase particles even at temperatures below 200 ºC. In addition, from the EBSD-IQ map, distribution of dislocations was considered to remain even in the γ phase after the reverse transformation.
抄録全体を表示PDF形式でダウンロード (4742K) HTML形式で全画面表示 -
諏訪 嘉宏, 冨田 美穂, 田中 泰明, 潮田 浩作2019 年 105 巻 5 号 p. 540-549
発行日: 2019年
公開日: 2019/04/30
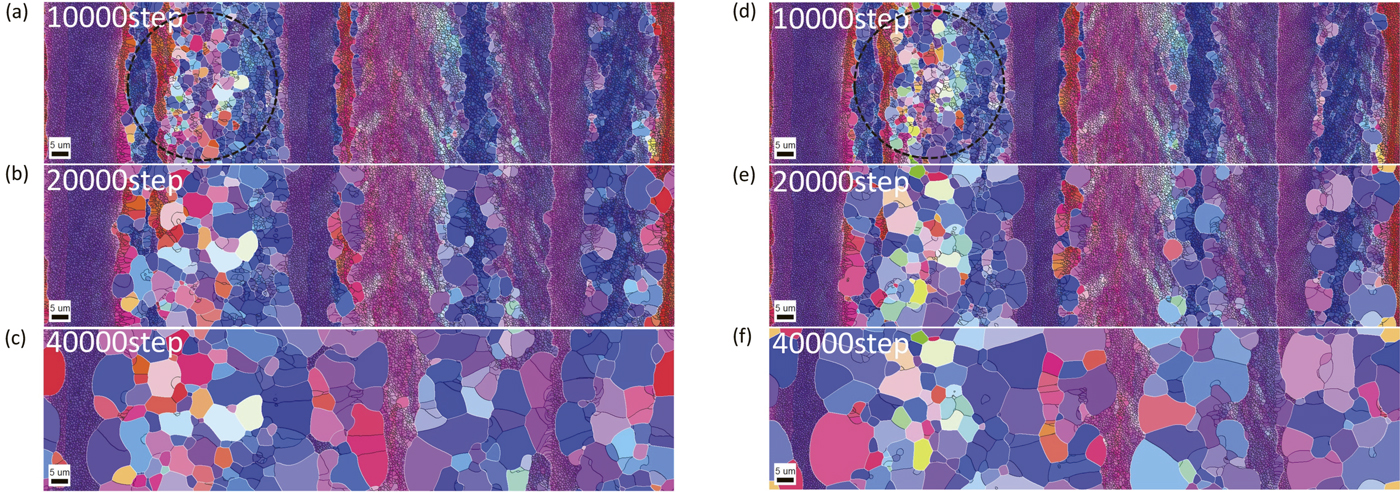 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLA unified theory for continuous and discontinuous annealing phenomena based on the subgrain growth mechanism was proposed by Humphreys about twenty years ago. With the developments in the unified subgrain growth theory, a number of Monte Carlo, vertex and phase-field (PF) simulations have been performed to investigate the nucleation and growth mechanisms of recrystallization by considering the local alignment of the subgrain structure.
In this study, the effects of the microstructural inhomogeneities created in the deformed state on recrystallization kinetics and texture developments were investigated. Numerical simulations of static recrystallization were performed in 3D polycrystalline structures by coupling the unified subgrain growth theory with PF methodology. In order to prepare the initial microstructures, 2D electron back scattering diffraction (EBSD) measurements were performed on 90% and 99.8% cold-rolled pure iron. Our previous experimental study has shown that the texture formation processes in the recrystallization of those samples have large difference.
In cold-rolled iron with 90% reduction, simulated texture exhibited nucleation and growth of γ-fiber (ND//<111>) grains by consuming α-fiber (RD//<011>) components, where ND and RD denote normal direction and rolling direction respectively. On the other hand, in cold-rolled iron with 99.8% reduction, simulation results reproduced the high stability of the rolling texture during recrystallization. As a consequence, the simulation results were in good agreements with experimentally observed textures in the both samples.
抄録全体を表示PDF形式でダウンロード (7930K) HTML形式で全画面表示
-
金谷 康平, 三上 剛, 潮田 浩作2019 年 105 巻 5 号 p. 550-559
発行日: 2019年
公開日: 2019/04/30
ジャーナル オープンアクセス HTMLThe effect of retained austenite (γR) on rolling contact fatigue (RCF) properties was carefully investigated using carburized SAE4320 steel. We intentionally prepared specimens with four different volume fractions of γR from 6% to 39% controlling subzero heat treatment. The effect of γR on RCF was examined by means of hardness measurement, X-Ray Diffraction (XRD), Scanning Electron Microscope (SEM) and Transmission Electron Microscope (TEM). RCF test revealed that sub-surface initiated spalling life is prolonged as volume fraction of γR increases. At the region of the depth z0 where the orthogonal shear stress becomes maximum, γR mostly transformed to martensite, resulting in the significant increase in Vickers hardness. SEM observation showed that the region of initially γR exhibited high resistance to RCF. Moreover, TEM analysis revealed that the initially γR region changed into mixed structure of very fine hard martensite with still remaining γR. This suggests that the transformation of γR to fine hard martensite during RCF contributed to the improvement in RCF life.
抄録全体を表示PDF形式でダウンロード (4240K) HTML形式で全画面表示
-
片岡 由行, 森川 敦史, 古主 泰子, 牧田 正弘, 吉永 亨二, 木戸 直範2019 年 105 巻 5 号 p. 560-565
発行日: 2019年
公開日: 2019/04/30
ジャーナル オープンアクセス HTMLAn accurate quantitative analysis method including total iron had been proposed for the iron ore analysis by wavelength dispersive X-ray fluorescence spectrometry using fusion method and was accepted at ISO TC 102 meeting in 2010. The project has been proceeded in ISO TC 102/SC 2/WG54 as ISO/WD 9516-2 project. Number of covered elements is 19, and 14 elements among them including total iron are for referee analysis. The calibration discs are prepared only from reagents and the calibration equation includes coexisting component correction, overlap correction, flux/sample and oxidizer/sample mixing ratio corrections. The coexisting component correction method is based on the absorption/enhancement correction coefficients obtained by a FP (fundamental parameter) method so that LOI (loss on ignition) and GOI (gain on ignition) during fusion do not affect to analyzed results. In the verification experiments with 20 certified reference materials, the accuracy obtained by root mean square of the difference between certified values and analyzed values using proposed method was 0.14 mass%, which indicated analytical accuracy could be greatly improved compared with the existing method. For the other components, the values of accuracy obtained were almost same as the existing method. We are conducting final round-robin test in foreign laboratories and have a plan to set the method as an ISO standard.
抄録全体を表示PDF形式でダウンロード (997K) HTML形式で全画面表示
- |<
- <
- 1
- >
- >|