
- Issue 16 Pages 1251-
- Issue 15 Pages 1165-
- Issue 14 Pages 1033-
- Issue 13 Pages 989-
- Issue 12 Pages 899-
- Issue 11 Pages 795-
- Issue 10 Pages 721-
- Issue 9 Pages 653-
- Issue 8 Pages 569-
- Issue 7 Pages 513-
- Issue 6 Pages 427-
- Issue 5 Pages 395-
- Issue 4 Pages 343-
- Issue 3 Pages 89-
- Issue 2 Pages 35-
- Issue 1 Pages 1-
- Issue 16 Pages 2157-
- Issue 15 Pages 1805-
- Issue 14 Pages 1613-
- Issue 13 Pages S1141-
- Issue 12 Pages S1037-
- Issue 11 Pages 1443-
- Issue 10 Pages 1273-
- Issue 9 Pages 1077-
- Issue 8 Pages 917-
- Issue 7 Pages 751-
- Issue 6 Pages 585-
- Issue 5 Pages S389-
- Issue 4 Pages S1-
- Issue 3 Pages 403-
- Issue 2 Pages 233-
- Issue 1 Pages 19-
- Issue 16 Pages 2153-
- Issue 15 Pages 1977-
- Issue 14 Pages 1813-
- Issue 13 Pages S1285-
- Issue 12 Pages S1043-
- Issue 11 Pages 1667-
- Issue 10 Pages 1481-
- Issue 9 Pages 1231-
- Issue 8 Pages 891-
- Issue 7 Pages 711-
- Issue 6 Pages 538-
- Issue 5 Pages S407-
- Issue 4 Pages S1-
- Issue 3 Pages 347-
- Issue 2 Pages 173-
- Issue 1 Pages 14-
- Issue 16 Pages 1837-
- Issue 15 Pages 1711-
- Issue 14 Pages 1569-
- Issue 13 Pages S1205-
- Issue 12 Pages S1034-
- Issue 11 Pages 1423-
- Issue 10 Pages 1269-
- Issue 9 Pages 1059-
- Issue 8 Pages 925-
- Issue 7 Pages 775-
- Issue 6 Pages 627-
- Issue 5 Pages S287-
- Issue 4 Pages S1-
- Issue 3 Pages 301-
- Issue 2 Pages 147-
- Issue 1 Pages 12-
- Issue 16 Pages 2179-
- Issue 15 Pages 1795-
- Issue 14 Pages 1631-
- Issue 13 Pages S1053-
- Issue 12 Pages S1023-
- Issue 11 Pages 1501-
- Issue 10 Pages 1315-
- Issue 9 Pages 987-
- Issue 8 Pages 767-
- Issue 7 Pages 621-
- Issue 6 Pages 473-
- Issue 5 Pages S305-
- Issue 4 Pages S1-
- Issue 3 Pages 299-
- Issue 2 Pages 151-
- Issue 1 Pages 16-
- Issue 16 Pages 1945-
- Issue 15 Pages 1699-
- Issue 14 Pages 1531-
- Issue 13 Pages S1055-
- Issue 12 Pages S1013-
- Issue 11 Pages 1367-
- Issue 10 Pages 1215-
- Issue 9 Pages 1087-
- Issue 8 Pages 887-
- Issue 7 Pages 721-
- Issue 6 Pages 507-
- Issue 5 Pages S317-
- Issue 4 Pages S1-
- Issue 3 Pages 343-
- Issue 2 Pages 187-
- Issue 1 Pages 17-
- Issue 16 Pages 2405-
- Issue 15 Pages 2067-
- Issue 14 Pages 1865-
- Issue 13 Pages 1675-
- Issue 12 Pages S1055-
- Issue 11 Pages S1015-
- Issue 10 Pages 1479-
- Issue 9 Pages 1129-
- Issue 8 Pages 895-
- Issue 7 Pages 711-
- Issue 6 Pages 545-
- Issue 5 Pages S325-
- Issue 4 Pages S1-
- Issue 3 Pages 369-
- Issue 2 Pages 193-
- Issue 1 Pages 16-
- Issue 16 Pages 2573-
- Issue 15 Pages 2261-
- Issue 14 Pages 2073-
- Issue 13 Pages S1111-
- Issue 12 Pages S1001-
- Issue 11 Pages 1867-
- Issue 10 Pages 1657-
- Issue 9 Pages 1409-
- Issue 8 Pages 1043-
- Issue 7 Pages 841-
- Issue 6 Pages 649-
- Issue 5 Pages S415-
- Issue 4 Pages S1-
- Issue 3 Pages 431-
- Issue 2 Pages 225-
- Issue 1 Pages 3-
- |<
- <
- 1
- >
- >|
-
2020Volume 106Issue 2 Pages Cover-
Published: February 01, 2020
Released on J-STAGE: January 31, 2020
JOURNAL OPEN ACCESSDownload PDF (662K) -
2020Volume 106Issue 2 Pages Contents-
Published: February 01, 2020
Released on J-STAGE: January 31, 2020
JOURNAL OPEN ACCESSDownload PDF (2276K) -
2020Volume 106Issue 2 Pages Editorial-
Published: February 01, 2020
Released on J-STAGE: January 31, 2020
JOURNAL OPEN ACCESSDownload PDF (229K)
-
Hisashi Tamaki, Yukinori Iizuka2020Volume 106Issue 2 Pages 59-60
Published: 2020
Released on J-STAGE: January 31, 2020
JOURNAL OPEN ACCESS FULL-TEXT HTMLDownload PDF (246K) Full view HTML
-
Zhengmi Tang, Kohei Shimasaki, Mingjun Jiang, Takeshi Takaki, Idaku Is ...2020Volume 106Issue 2 Pages 61-70
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this study, dynamic deflections and vibrations of belt conveyors operating in ironworks are observed using a high-speed telephoto mirror-drive active vision that can simultaneously switch viewpoints and capture zooming-in images at hundreds of frames per second. 160-fps video images for a belt conveyor are captured by our active vision system with pan-and-tilt scan as multiple high-frame-rate video images in the experiments, and small deflections and vibrations of multiple belts and pillars, whose peak frequencies are 10 Hz or more, are estimated with the precision of dozens of micrometers by image analysis such as DIC (digital image correlation) when the camera system is 5 m or more away from the conveyor to be monitored.
View full abstractDownload PDF (9653K) Full view HTML -
Motoharu Fujigaki, Tomoaki Nakajima2020Volume 106Issue 2 Pages 71-79
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLA sampling moire method is applied to displacement and rotating angle measurement in time series of a practical conveyor belt used in a steel plant in this paper. It is required to develop efficient inspection methods of the healthiness. Authors recently proposed a sampling moire method to measure displacement distribution from a single shot two-dimensional grating image. The sampling moire method is one of the convenient phase analysis methods. The features of the method are high precision, non-contacting, and calibration free. Authors also proposed a rotating angle measurement method using the sampling moire method. Measuring displacement and rotating angle of a part of the structure using a camera in time series for recognizing the dynamic behavior is one of the efficient inspection methods. The purpose of this study is to confirm that the measurement methods of displacement and rotating angle in time series have ability to be applied to inspection of the plant structure healthiness with recognizing the dynamic behavior. In this experiment, displacements and rotating angles at two posts supporting belt rollers are measured using two sampling moire cameras in several conditions. The results suggest that the differences of structure properties can be inspected from measured displacements and rotating angles.
View full abstractDownload PDF (2253K) Full view HTML -
Toru Asai, Masafumi Yamakawa, Mayu Okuda, Kazuro Tsuda, Osamu Kaneko, ...2020Volume 106Issue 2 Pages 80-90
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe equipment and the structures in steel works are used in a very long term. Therefore, the inspections and the maintenance are indispensable. To make this more effective, much effort has been devoted to develop methods of fault detection and diagnosis. However, the effectiveness of those methods may be limited due to the tradeoff between false positive and false negative reactions. To mitigate the tradeoff, this paper considers to use model sets involving parameters and disturbances that are expected to change. More specifically, we first propose a method to estimate the parameters and the disturbance so as to minimize the deviation between the real output and the output generated by the model sets. The resulting residual enables us to conduct the health diagnosis. The effectiveness of the proposed framework is examined by using numerical examples.
View full abstractDownload PDF (6451K) Full view HTML -
Setsuya Kurahashi, Isao Ono2020Volume 106Issue 2 Pages 91-99
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
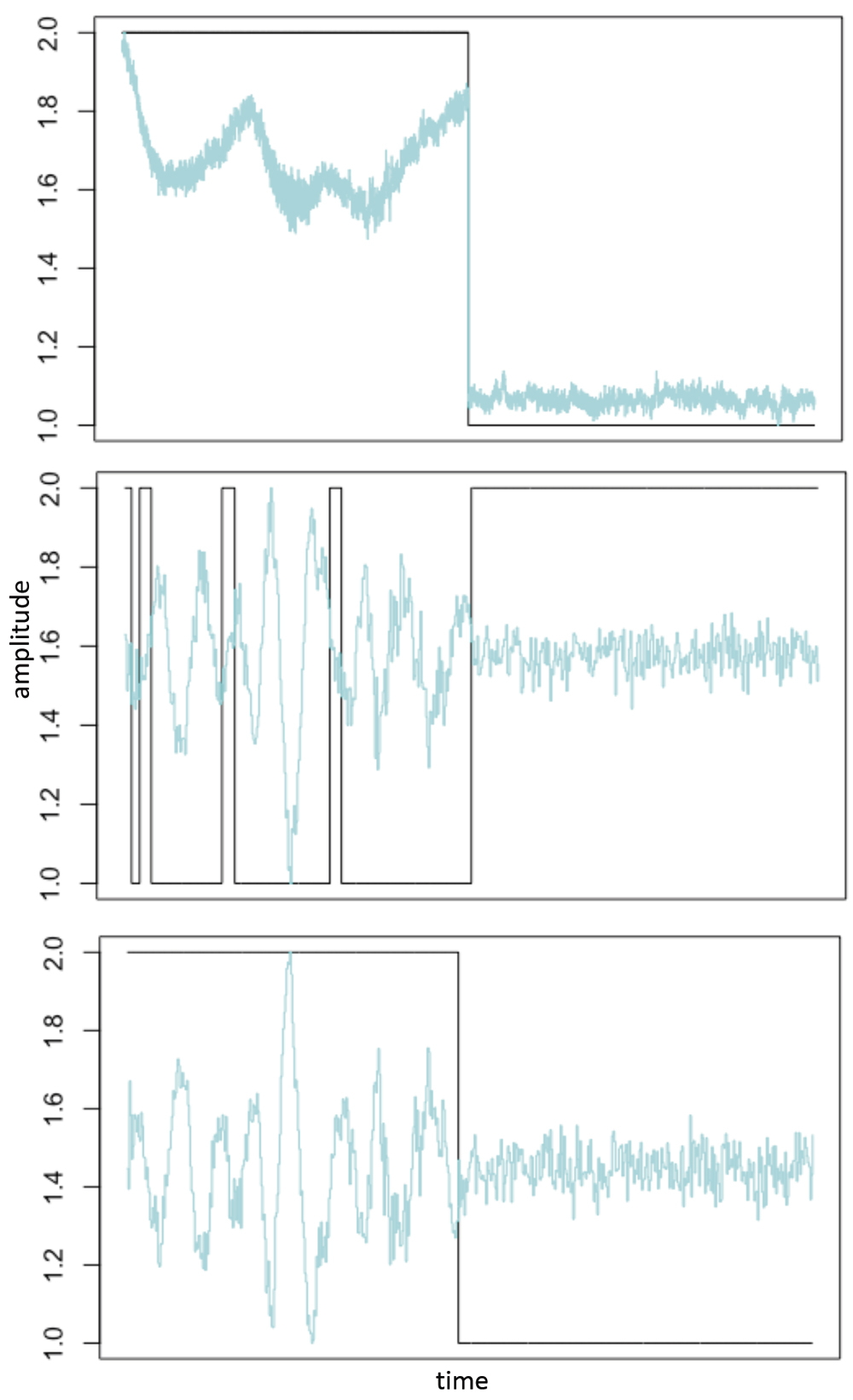
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this paper, we propose an anomaly detection method for equipment abnormalities using data measured by AreaSensing techniques. The data are gathered from the vibration of equipment installed in a wide area or large scales such as conveyor equipment and bridges. It is difficult to know which data of displacement, velocity, and acceleration is appropriate in advance because each frequency component is different. So, we apply the Hidden Markov Model, which estimates the latent state for each decomposition level by continuously frequency-resolving time series data using Wavelet method. The analysis results show that the normal and abnormally states are estimated. However, as the problem of this method, it is not possible to compare and apply the information criteria such as AIC to the Wavelet decomposed data as it is to appropriately decide which data and model parameters should be used. To overcome the defects, we propose a new evaluation function and developed a method to find a model that can stably estimate the normal and abnormal state transition, even for data separated into different frequencies. Besides, when the current measurement data contains no abnormal state, there was a problem of extracting multiple latent states that are normal but different. We focus on the difference between the state transition probabilities of the normal and unknown model. As the experimental result, the effectiveness of the proposed method has been confirmed. By using the method, it is possible to continuously diagnose abnormalities using vibration measurement data measured by AreaSensing techniques.
View full abstractDownload PDF (1850K) Full view HTML
-
Nobuhiko Oda, Shinji Koseki, Yuichi Uchida, Yuta Hino, Naoki Kikuchi2020Volume 106Issue 2 Pages 100-107
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn a top-blowing converter, when a distance between the top-blowing lance and the molten metal surface increases, post-combustion ratio increases, but its heat transfer efficiency to the molten metal decreases. Therefore, a fundamental study of behavior of a gas jet from the lance nozzles was carried out in order to develop a new oxygen top-blowing lance with side nozzles with the aim of achieving both higher post-combustion ratio and higher heat supply to the molten metal in converter.
In order to design the shape of the side nozzles and blowing conditions, cold model experiments and numerical calculations were carried out to investigate the effect of the inclination angle of the side nozzles and the flow rate on the gas jet behavior of the nozzles. It was found that the gas jet from the side nozzles was deflected to the direction away from the side wall of the lance due to a difference in the pressure distribution at the nozzle outlet. The deflection angle can be estimated by an equation using the supply pressure, atmospheric pressure and inclination angle of the nozzle.
View full abstractDownload PDF (4628K) Full view HTML
-
Formation Mechanism of Coarse Austenite Grain during Hot Forging and Cooling in Case Hardening SteelTakeshi Miyazaki, Takeshi Fujimatsu, Goro Miyamoto, Tadashi Furuhara2020Volume 106Issue 2 Pages 108-120
Published: 2020
Released on J-STAGE: January 31, 2020
Advance online publication: November 22, 2019 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLAbnormally coarse microstructure consisting of coarse pearlite and bainite has been sometimes observed in case hardening steels when they are slowly cooled after hot forging. In order to avoid this abnormal microstructure, it is of industrial importance to clarify its formation mechanism. In the present study, effects of hot deformation condition and cooling rate on the formation of austenite grain coarsening during cooling were investigated by a thermomechanical simulator for JIS SCM420 (0.20C-0.26Si-0.82Mn-1.03Cr-0.15Mo steel, in mass%).
Coarse microstructures were observed when the specimen was deformed slightly at higher temperature after large deformation and subsequently cooled at slow cooling rate. In order to clarify the formation mechanism of coarse austenite grain, strain distribution (GOS: Grain Orientation Spread) in reconstructed austenite orientation map were analyzed for specimens quenched just after deformation. In the condition where coarse austenite formed, the GOS map made it clear that strain was introduced inhomogeneously grain by grain. This result suggested that abnormal austenite grain growth during slow cooling was induced by inhomogeneous strain distribution because growth of recrystallized grains (relatively low dislocation density) into work hardened grains (relatively high dislocation density) was driven by strain energy difference in addition to reduction of grain boundary area.
View full abstractDownload PDF (18369K) Full view HTML
-
Toshiharu Aiso, Takashi Matsumura2020Volume 106Issue 2 Pages 121-131
Published: 2020
Released on J-STAGE: January 31, 2020
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMachinability of steels containing different carbon contents is evaluated in cutting with a fly tool of TiAlN coated high speed steel, as performed in gear cutting. In order to investigate the effect of carbon content on the cutting process, 0.2, 0.4 and 0.6 mass% C steels are prepared with controlling nearly the same hardness. The cutting tests are conducted to measure the cutting forces, observe the chip formations and analyze the damage on the rake and flank faces of the tools. The machinability of the tested steels is compared each other in terms of the cutting model in the cutting force simulation. The orthogonal cutting data are identified to minimize the discrepancies between the measured and the simulated forces. The shear stress on the shear plane becomes large at high carbon contents, and thus the cutting force increases with the carbon content. On the rake face of the tool, substrate softening and cracking in the coated thin layer occur in a certain cutting length. In cutting of the 0.6 mass% C steel, the cracks initiate rapidly in the coated thin layer on the rake face due to large cutting forces and cutting heat. Small flank wear is observed in the cutting of 0.2 and 0.4 mass% C steels, while in the 0.6 mass% C steel thermal wear with adhesion is promoted at high cutting temperatures.
View full abstractDownload PDF (4581K) Full view HTML
- |<
- <
- 1
- >
- >|