
- Issue 16 Pages 1251-
- Issue 15 Pages 1165-
- Issue 14 Pages 1033-
- Issue 13 Pages 989-
- Issue 12 Pages 899-
- Issue 11 Pages 795-
- Issue 10 Pages 721-
- Issue 9 Pages 653-
- Issue 8 Pages 569-
- Issue 7 Pages 513-
- Issue 6 Pages 427-
- Issue 5 Pages 395-
- Issue 4 Pages 343-
- Issue 3 Pages 89-
- Issue 2 Pages 35-
- Issue 1 Pages 1-
- Issue 16 Pages 2157-
- Issue 15 Pages 1805-
- Issue 14 Pages 1613-
- Issue 13 Pages S1141-
- Issue 12 Pages S1037-
- Issue 11 Pages 1443-
- Issue 10 Pages 1273-
- Issue 9 Pages 1077-
- Issue 8 Pages 917-
- Issue 7 Pages 751-
- Issue 6 Pages 585-
- Issue 5 Pages S389-
- Issue 4 Pages S1-
- Issue 3 Pages 403-
- Issue 2 Pages 233-
- Issue 1 Pages 19-
- Issue 16 Pages 2153-
- Issue 15 Pages 1977-
- Issue 14 Pages 1813-
- Issue 13 Pages S1285-
- Issue 12 Pages S1043-
- Issue 11 Pages 1667-
- Issue 10 Pages 1481-
- Issue 9 Pages 1231-
- Issue 8 Pages 891-
- Issue 7 Pages 711-
- Issue 6 Pages 538-
- Issue 5 Pages S407-
- Issue 4 Pages S1-
- Issue 3 Pages 347-
- Issue 2 Pages 173-
- Issue 1 Pages 14-
- Issue 16 Pages 1837-
- Issue 15 Pages 1711-
- Issue 14 Pages 1569-
- Issue 13 Pages S1205-
- Issue 12 Pages S1034-
- Issue 11 Pages 1423-
- Issue 10 Pages 1269-
- Issue 9 Pages 1059-
- Issue 8 Pages 925-
- Issue 7 Pages 775-
- Issue 6 Pages 627-
- Issue 5 Pages S287-
- Issue 4 Pages S1-
- Issue 3 Pages 301-
- Issue 2 Pages 147-
- Issue 1 Pages 12-
- Issue 16 Pages 2179-
- Issue 15 Pages 1795-
- Issue 14 Pages 1631-
- Issue 13 Pages S1053-
- Issue 12 Pages S1023-
- Issue 11 Pages 1501-
- Issue 10 Pages 1315-
- Issue 9 Pages 987-
- Issue 8 Pages 767-
- Issue 7 Pages 621-
- Issue 6 Pages 473-
- Issue 5 Pages S305-
- Issue 4 Pages S1-
- Issue 3 Pages 299-
- Issue 2 Pages 151-
- Issue 1 Pages 16-
- Issue 16 Pages 1945-
- Issue 15 Pages 1699-
- Issue 14 Pages 1531-
- Issue 13 Pages S1055-
- Issue 12 Pages S1013-
- Issue 11 Pages 1367-
- Issue 10 Pages 1215-
- Issue 9 Pages 1087-
- Issue 8 Pages 887-
- Issue 7 Pages 721-
- Issue 6 Pages 507-
- Issue 5 Pages S317-
- Issue 4 Pages S1-
- Issue 3 Pages 343-
- Issue 2 Pages 187-
- Issue 1 Pages 17-
- Issue 16 Pages 2405-
- Issue 15 Pages 2067-
- Issue 14 Pages 1865-
- Issue 13 Pages 1675-
- Issue 12 Pages S1055-
- Issue 11 Pages S1015-
- Issue 10 Pages 1479-
- Issue 9 Pages 1129-
- Issue 8 Pages 895-
- Issue 7 Pages 711-
- Issue 6 Pages 545-
- Issue 5 Pages S325-
- Issue 4 Pages S1-
- Issue 3 Pages 369-
- Issue 2 Pages 193-
- Issue 1 Pages 16-
- Issue 16 Pages 2573-
- Issue 15 Pages 2261-
- Issue 14 Pages 2073-
- Issue 13 Pages S1111-
- Issue 12 Pages S1001-
- Issue 11 Pages 1867-
- Issue 10 Pages 1657-
- Issue 9 Pages 1409-
- Issue 8 Pages 1043-
- Issue 7 Pages 841-
- Issue 6 Pages 649-
- Issue 5 Pages S415-
- Issue 4 Pages S1-
- Issue 3 Pages 431-
- Issue 2 Pages 225-
- Issue 1 Pages 3-
- |<
- <
- 1
- >
- >|
-
2022Volume 108Issue 9 Pages Cover-
Published: August 31, 2022
Released on J-STAGE: August 31, 2022
JOURNAL OPEN ACCESSDownload PDF (659K) -
2022Volume 108Issue 9 Pages Contents-
Published: August 31, 2022
Released on J-STAGE: August 31, 2022
JOURNAL OPEN ACCESSDownload PDF (4045K) -
2022Volume 108Issue 9 Pages Editorial-
Published: August 31, 2022
Released on J-STAGE: August 31, 2022
JOURNAL OPEN ACCESSDownload PDF (207K)
-
Kensuke Takabayashi, Iori Shigematsu, Yoshihiko HiguchiArticle type: Regular Article
2022Volume 108Issue 9 Pages 585-594
Published: 2022
Released on J-STAGE: August 31, 2022
Advance online publication: May 30, 2022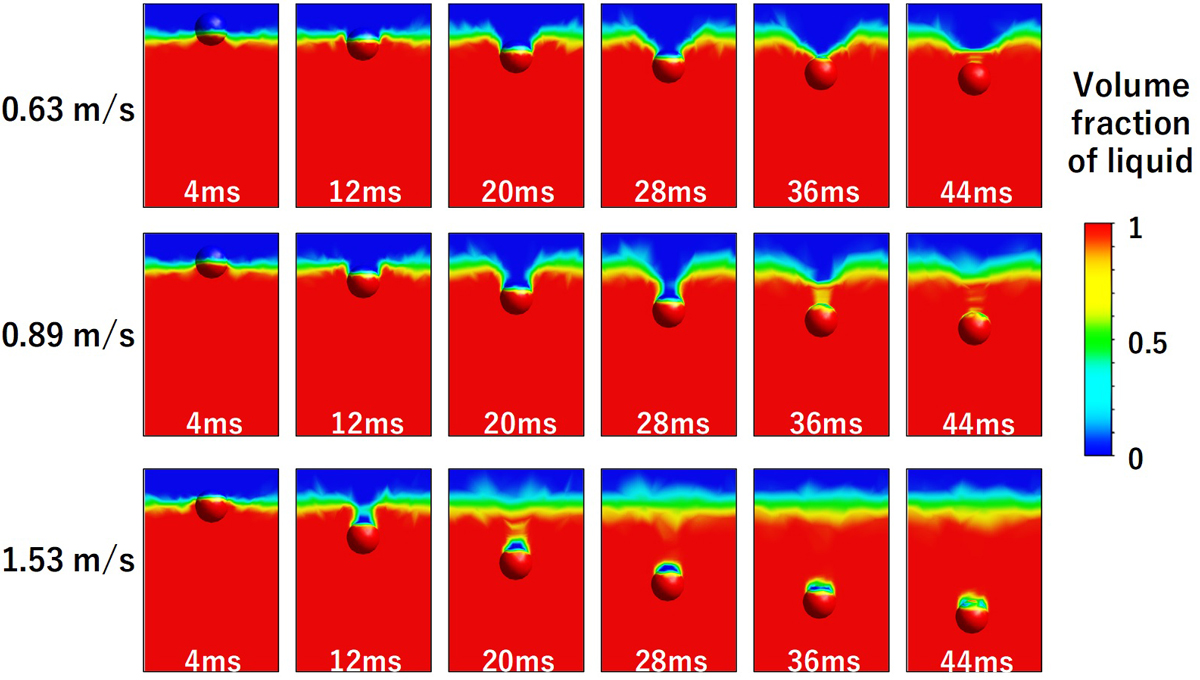 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn the steelmaking process, it is necessary to decrease impurities in steel to meet the increasing demand for high-grade products. Top blowing and blasting of powder reagent are desirable for the purpose and the deeper penetration of particles into the bath is important for efficient refining. In the present work, CFD calculation with VOF (Volume of Fluid) method and dynamic mesh was executed to study the reported penetration and residual bubble behavior of polypropylene sphere (diameter of 9.6 mm) with a static contact angle of 87° and 143° and an entry solid sphere velocity of 0.63, 0.89, and 1.53 m/s in the water model experiments. Calculated results showed the numerical analysis could evaluate the formation and breakup of air column behind the sphere and the generation of consequent residual bubble on the sphere. Good wettability and high entry speed promoted the deeper penetration of the sphere. Calculated dynamic contact angle on the basis of Kistler’s model indicated that the difference between static and dynamic contact angles was within 13.7° in the present conditions and the discrepancy could not wield a substantial influence on the result of CFD calculation. The adoption of base and refined mesh without parallel zone around the sphere could not give a good agreement with the experimental results. On the other hand, the use of layer mesh was appropriate for reproducing the penetration depth and residual bubble volume observed in the experiments.
View full abstractDownload PDF (6205K) Full view HTML
-
Teruyoshi SasayamaArticle type: Regular Article
2022Volume 108Issue 9 Pages 595-602
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMagnetic materials are used for the iron cores of transformers, reactors, and rotating machines. The reduction of the iron loss of the iron core can reduce the loss of these electrical equipment and contribute to energy saving. Therefore, it is important to quantitatively evaluate the magnetic properties of magnetic materials. On the other hand, the eddy current test is widely used to detect changes in electromagnetic characteristics such as conductivity and magnetic permeability without the specimen contacting the sensor. In this paper, we image and quantitatively evaluate changes in the magnetic properties of steel sheets using rectangular wave eddy current testing (RECT). First, we basically verify whether RECT can detect the spatial magnetic property change of the steel sheet due to the magnetization of the permanent magnet. The result demonstrates that RECT is useful image and quantify the spatial magnetic property change. Second, the effect of magnetization on the signal obtained by RECT is examined by changing the intensity of DC magnetic field, and electromagnetic field simulation based on the finite element method is also conducted to calculate the magnetic permeability distribution inside the steel sheet when a DC magnetic field is applied and validate the experimental results. The experimental result demonstrates that the signal depends on the intensity of the DC magnetic field, and the simulation result supports the experimental result.
View full abstractDownload PDF (3350K) Full view HTML
-
Takeshi Nishiyama, Haruo NakamichiArticle type: Regular Article
2022Volume 108Issue 9 Pages 603-615
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLMorphologies of retained γ grains in TRIP steels are a very important factor for understanding the relationship between the microstructure and mechanical properties of TRIP steels. We have investigated a serial sectioning technique using a scanning electron microscope (SEM) equipped with an electron backscatter diffraction (EBSD) and a focused ion beam (FIB) to reconstruct 3D microstructure of TRIP steels. In this paper, FIB fabrication condition dependences of reconstructed 3D structures are presented in TRIP steels and γ-grains stabilities are discussed in terms of ion beam effects. Retained γ-grains are not recognized by EBSD map from a FIB fabricated surface using normal ion accelerating voltage of 30 kV, because γ grains are easily transformed into martensite due to ion irradiation. It was found that the transformation was suppressed by using a low acceleration voltage of 7 kV or less, and the three-dimensional morphology could be observed using low acceleration voltage serial sectioning technique. It becomes possible to evaluate morphology of each phase and we proposed evaluation method of γ stabilities by ion irradiation transformation.
View full abstractDownload PDF (6027K) Full view HTML
-
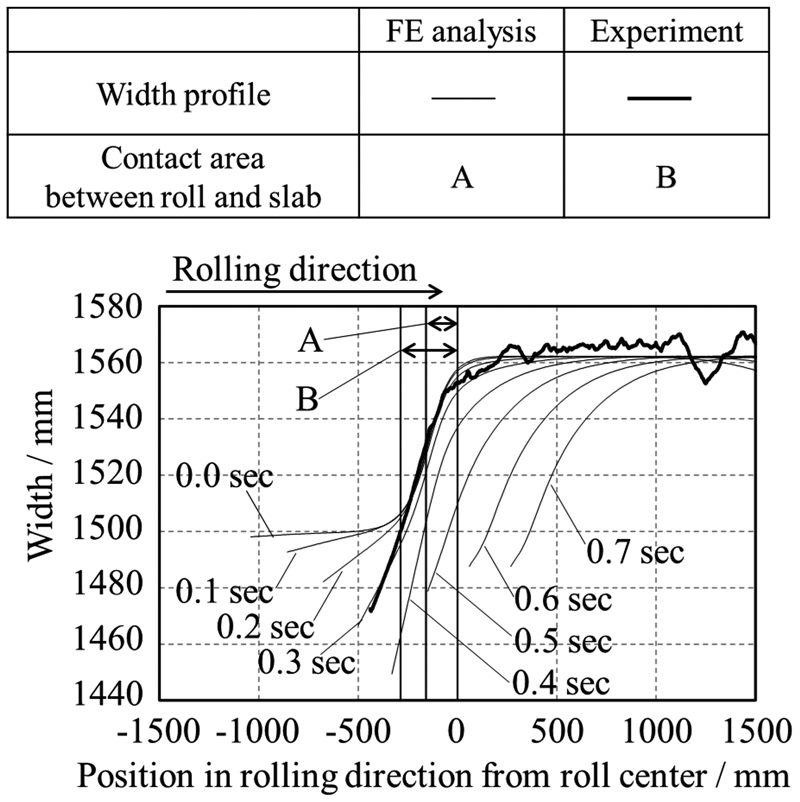
Influence of Thickness Profile after Sizing Press on Width Profile at Head and Tail Portions of SlabHiroto Goto, Yukio Kimura, Masaru MiyakeArticle type: Regular Article
2022Volume 108Issue 9 Pages 616-630
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLChanging mold width of continuous casting takes long shut down time. Therefore in order to produce various width slabs in roughing mills, sizing press has been installed in most hot strip mills. Installation of sizing press can improve total productivity of continuous casting and hot strip mills.
After sizing press and horizontal rolling, it is known that width around head and tail portions of slab are narrower than that of middle. These narrow portions, which are called “width drop”, cause yield loss. Therefore some technologies have been developed to prevent width drop.
It is said that width drop results from difference of width spread in horizontal rolling depending on distribution of dog bone profile along rolling direction of slab. However some experimental and simulated data in some papers indicated width shrinkage with horizontal rolling of slabs whose cross sectional shape was dog bone profile. Although it is presumed that width drop is influenced by not only width spread but also width shrinkage, there are no papers which describe mechanism of width shrinkage clearly.
In this paper, experiment and FE analysis of horizontal rolling with slabs which have dog bone profile were executed in order to investigate mechanism of width shrinkage. As the result of FE analysis, width shrinkage is influenced by area reduction ratio between width edge part and width center part. Furthermore longitudinal velocity distribution along width direction around head and tail portions cause width shrinkage during horizontal rolling.
View full abstractDownload PDF (7281K) Full view HTML
-
Takuya Miura, Kohsaku Ushioda, Hidetoshi FujiiArticle type: Regular Article
2022Volume 108Issue 9 Pages 631-641
Published: 2022
Released on J-STAGE: August 31, 2022
Advance online publication: June 02, 2022 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLFriction stir welding (FSW) was performed under the two welding conditions (rotation speed - traveling speed) of 150 rpm - 100 mm/min and 200 rpm - 400 mm/min using 24%Ni - 0.1%C (mass%) steel. The rapid cooling utilizing liquid CO2 was exploited to strictly evaluate the microstructural evolution of austenite in stir zone after FSW. In addition, the effect of the microstructural characteristics of austenite on martensitic transformation behavior during cooling were compared with that of 6%Ni - 0.63%C steel. Irrespective of the welding conditions, fine equiaxial grains with simple shear texture of {111}<110> orientation formed. At 200 rpm - 400 mm/min, finer grain formed without grain growth during cooling. On the other hand, at 150 rpm - 100 mm/min, recovery and grain growth occurred during relatively slow cooling after FSW. The grain growth preferentially proceeded presumably due to the strain-induced grain boundary migration of grain with lower dislocation density having {110}<110> orientation. Larger amount of retained austenite remained in the stir zone of 6%Ni - 0.63%C steel FSWed at 200 rpm - 400 mm/min due to both finer austenite grain size and higher dislocation density. Moreover, the influence of austenite grain orientation on the thermally induced martensitic transformation during cooling was revealed to be negligible, which is different from that of deformation induced martensitic transformation.
View full abstractDownload PDF (8550K) Full view HTML
-
Junji Shimamura, Tatsuya Morikawa, Shigeto Yamasaki, Masaki TanakaArticle type: Regular Article
2022Volume 108Issue 9 Pages 642-655
Published: 2022
Released on J-STAGE: August 31, 2022
Advance online publication: April 29, 2022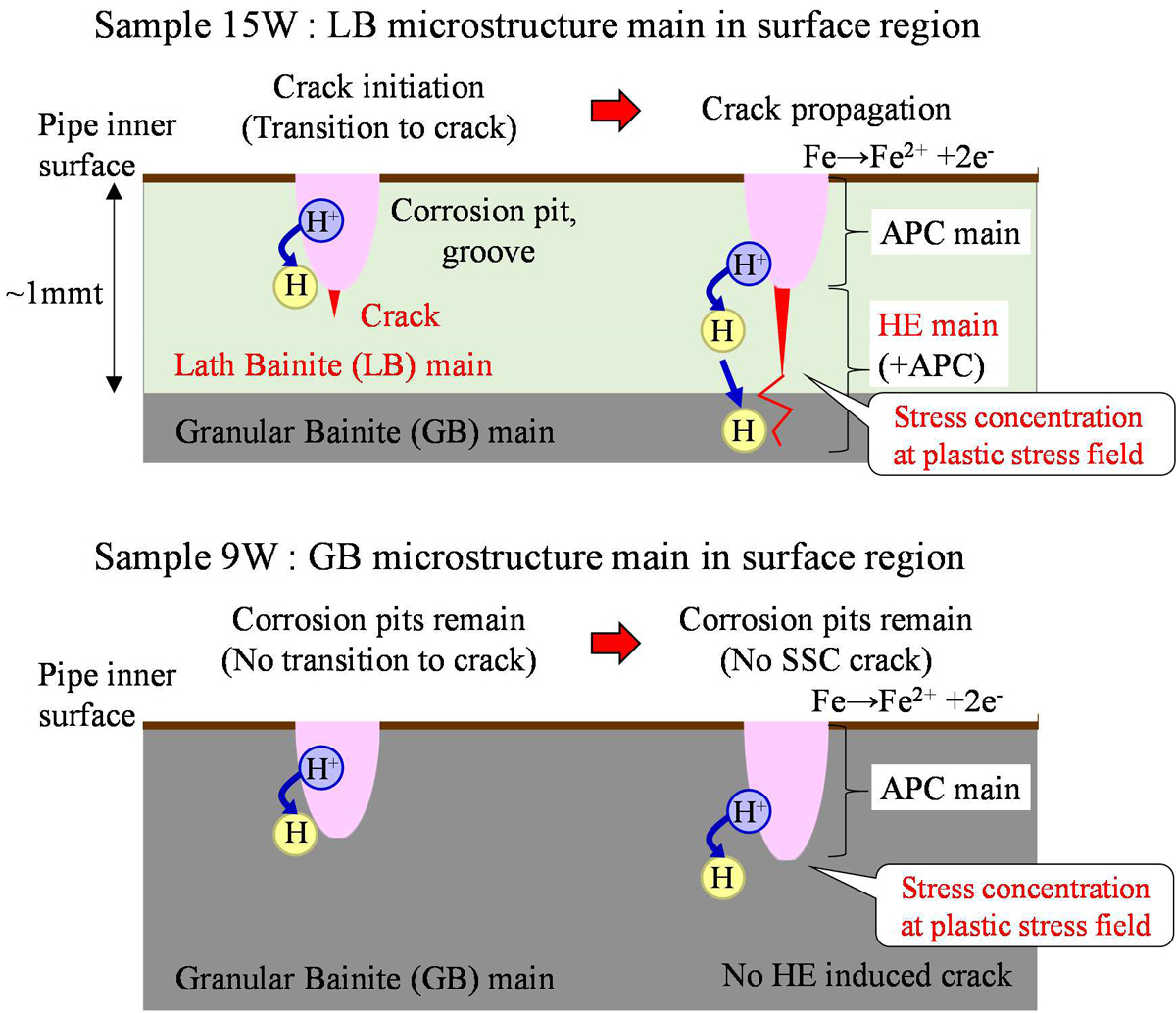 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLResistance to Sulfide Stress Cracking (SSC) caused by local hard zones of pipe inner surface has been required in low alloy linepipe steel. In this study, using two samples with different surface hardness, the detailed SSC initiation behavior was clarified by four-point bend (4PB) SSC tests in which immersion time and applied stress were changed in a sour environment containing 0.15 bar hydrogen sulfide (H2S) gas. SSC cracks occurred when the applied stress was higher than 90% actual yield strength (AYS) in higher surface hardness samples over 270 HV0.1. From the fracture surface observation of SSC crack sample, it was found that the mechanism gradually shifted from active path corrosion (APC) to hydrogen embrittlement (HE), and that the influence of APC mechanism remained partially in the process of SSC initiation at the tip of corrosion pit or groove. The polarization measurement in the 4PB SSC test showed that the anodic and cathodic reactions (especially cathodic reactions) were activated when the applied stress was 90% AYS or higher. The FEM coupled analysis simulating the stress and strain concentration at the bottom tip of the corrosion groove and the hydrogen diffusion and accumulation was carried out. The principal stress in the tensile direction showed the maximum value at 0.04-0.06 mm away from the tip of the corrosion groove, and the hydrogen accumulation became the maximum. It was analytically found that the SSC crack initiated and propagated with HE mechanism dominated type when the threshold value of about 0.82 ppm is exceeded.
View full abstractDownload PDF (21354K) Full view HTML
-
Toshiya KinamiArticle type: Regular Article
2022Volume 108Issue 9 Pages 656-665
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe hydrogen trapping of V and Mo carbide precipitates were investigated using tempered martensitic steels (0.3%C-1.2%Cr and 0.2%V or 1.0%Mo), for the purpose of improving hydrogen embrittlement strength. The effect of tempering conditions on hydrogen trapping energy and trapped hydrogen content was studied. The trapped hydrogen content of V or Mo carbide was maximum value at the tempering temperature of 600°C for 1 hour and the trapped hydrogen content in Mo carbide was more dependent on tempering temperature than V carbide. In cases where the tempering time exceeded 1 hour at a tempering temperature 600°C, the trapped hydrogen content in Mo carbide decreased remarkably. At the tempering temperature of 600°C for 1 hour, the hydrogen trapping energy in V carbide was about 57 kJ/mol, which was a little higher than in Mo carbide. The V and Mo carbide at the tempering temperature of 600°C for 1 hour were identified cubic VC and MoC by TEM observation, respectively. The both form were plate-shaped with a width of about 1nm and a length of about 20 nm or less. At a tempering temperature of 650°C for 1 hour or 600°C for 24 hours, MoC was significantly reduced and precipitated rod-shaped hexagonal Mo2C. It was presumed that this was the cause of the decrease in the hydrogen trapped content of Mo carbide under these tempering conditions.
View full abstractDownload PDF (3615K) Full view HTML
-
Takashi Yasutomi, Hiroyuki Kawata, Hiroshi Kaido, Eisaku Sakurada, Shi ...Article type: Regular Article
2022Volume 108Issue 9 Pages 666-678
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe aim of this paper is to predict the deformation-induced martensitic transformation of the retained austenite in steels under various deformations, including loading-path changes, by using mesoscopic finite element analyses (FEAs). First, a TRIP steel was subjected to monotonic uniaxial tension and compression, as well as a couple of two-stage loadings to investigate the effect of loading direction and loading-path on transformation behavior experimentally. In monotonic loading, tension induced transformation at higher rate than compression did. Whereas, in two-stage loadings, the transformation progress was suspended immediately after the start of secondary loading. As the secondary tension proceeded, the transformation resumed and gradually accelerated toward the transformation rate for monotonic tension. These experimental results were analyzed by FEAs with a two-dimensional image of microstructure. The transformation rates under monotonic loading are well predicted by the simulation. It is also suggested that the difference in the transformation rate between tension and compression is mainly due to the volumetric expansion associated with martensitic transformation, and that the transformation behavior of the untransformed austenite is dominated by the distribution of the hard transformed martensite. In addition, the prediction of the transformation rate in secondary tension after pre-compression required the consideration of back stress in the austenite. The reproducibility of the transformation behavior just after the onset of secondary deformation was improved by the hypothesis that the equivalent value of back stress tensor at the transformation needs to exceed its maximum value in the past.
View full abstractDownload PDF (3751K) Full view HTML
-
Kota Sawada, Yasushi Taniuchi, Kaoru Sekido, Takehiro Nojima, Kazuhiro ...Article type: Technical Report
2022Volume 108Issue 9 Pages 679-685
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLLong-term creep rupture data of 0.5Cr-0.5Mo (STBA20), 1Cr-0.3Mo (KA-STBA21) and 1Cr-0.5Mo (STBA22) steels were analyzed to estimate 100,000 h creep rupture strength.
The creep rupture data were fitted to the regression equation of logarithmic stress using the time-temperature parameters of Larson–Miller (LM), Orr–Sherby–Dorn (OSD) and Manson–Haferd (MH) to estimate the 100,000 h creep rupture strength. The appropriate parameter and degree of regression equation was MH-2nd degree and LM-4th degree for 1Cr-0.3Mo and 1Cr-0.5Mo steels, respectively. For 0.5Cr-0.5Mo steel, the creep rupture data under stresses lower than 80% of tensile strength was analyzed because the scatter band of the creep rupture data was very large under high stress regimes. The appropriate parameter and degree of regression equation was LM-3rd degree for the 0.5Cr-0.5Mo steel. It was confirmed that the creep rupture data up to 550°C should be used for evaluation of 100,000 h creep rupture strength because oxidation scale decreased creep rupture strength at 600°C or above. The allowable stress of the steels studied was estimated based on average and minimum values of 100,000 h creep rupture strength. The estimated allowable stresses were equal to or greater than current allowable stress of ASME boiler and pressure vessel code and Technical Standard for Thermal Power Plant in Japan.
View full abstractDownload PDF (2579K) Full view HTML
-
Yoshiyuki UeshimaArticle type: Note
2022Volume 108Issue 9 Pages 686-692
Published: 2022
Released on J-STAGE: August 31, 2022
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLA certain relation was found between melting temperature of multi-component fluorides and their bond strength index. It can be used as a convenient method to know the melting temperature of multi-component fluorides for which thermodynamic information is lacking. These results are similar to those of the previously reported multi-component oxides.
View full abstractDownload PDF (1197K) Full view HTML
- |<
- <
- 1
- >
- >|