
- Issue 16 Pages 2157-
- Issue 15 Pages 1805-
- Issue 14 Pages 1613-
- Issue 13 Pages S1141-
- Issue 12 Pages S1037-
- Issue 11 Pages 1443-
- Issue 10 Pages 1273-
- Issue 9 Pages 1077-
- Issue 8 Pages 917-
- Issue 7 Pages 751-
- Issue 6 Pages 585-
- Issue 5 Pages S389-
- Issue 4 Pages S1-
- Issue 3 Pages 403-
- Issue 2 Pages 233-
- Issue 1 Pages 19-
- Issue 16 Pages 2153-
- Issue 15 Pages 1977-
- Issue 14 Pages 1813-
- Issue 13 Pages S1285-
- Issue 12 Pages S1043-
- Issue 11 Pages 1667-
- Issue 10 Pages 1481-
- Issue 9 Pages 1231-
- Issue 8 Pages 891-
- Issue 7 Pages 711-
- Issue 6 Pages 538-
- Issue 5 Pages S407-
- Issue 4 Pages S1-
- Issue 3 Pages 347-
- Issue 2 Pages 173-
- Issue 1 Pages 14-
- Issue 16 Pages 1837-
- Issue 15 Pages 1711-
- Issue 14 Pages 1569-
- Issue 13 Pages S1205-
- Issue 12 Pages S1034-
- Issue 11 Pages 1423-
- Issue 10 Pages 1269-
- Issue 9 Pages 1059-
- Issue 8 Pages 925-
- Issue 7 Pages 775-
- Issue 6 Pages 627-
- Issue 5 Pages S287-
- Issue 4 Pages S1-
- Issue 3 Pages 301-
- Issue 2 Pages 147-
- Issue 1 Pages 12-
- Issue 16 Pages 2179-
- Issue 15 Pages 1795-
- Issue 14 Pages 1631-
- Issue 13 Pages S1053-
- Issue 12 Pages S1023-
- Issue 11 Pages 1501-
- Issue 10 Pages 1315-
- Issue 9 Pages 987-
- Issue 8 Pages 767-
- Issue 7 Pages 621-
- Issue 6 Pages 473-
- Issue 5 Pages S305-
- Issue 4 Pages S1-
- Issue 3 Pages 299-
- Issue 2 Pages 151-
- Issue 1 Pages 16-
- Issue 16 Pages 1945-
- Issue 15 Pages 1699-
- Issue 14 Pages 1531-
- Issue 13 Pages S1055-
- Issue 12 Pages S1013-
- Issue 11 Pages 1367-
- Issue 10 Pages 1215-
- Issue 9 Pages 1087-
- Issue 8 Pages 887-
- Issue 7 Pages 721-
- Issue 6 Pages 507-
- Issue 5 Pages S317-
- Issue 4 Pages S1-
- Issue 3 Pages 343-
- Issue 2 Pages 187-
- Issue 1 Pages 17-
- Issue 16 Pages 2405-
- Issue 15 Pages 2067-
- Issue 14 Pages 1865-
- Issue 13 Pages 1675-
- Issue 12 Pages S1055-
- Issue 11 Pages S1015-
- Issue 10 Pages 1479-
- Issue 9 Pages 1129-
- Issue 8 Pages 895-
- Issue 7 Pages 711-
- Issue 6 Pages 545-
- Issue 5 Pages S325-
- Issue 4 Pages S1-
- Issue 3 Pages 369-
- Issue 2 Pages 193-
- Issue 1 Pages 16-
- Issue 16 Pages 2573-
- Issue 15 Pages 2261-
- Issue 14 Pages 2073-
- Issue 13 Pages S1111-
- Issue 12 Pages S1001-
- Issue 11 Pages 1867-
- Issue 10 Pages 1657-
- Issue 9 Pages 1409-
- Issue 8 Pages 1043-
- Issue 7 Pages 841-
- Issue 6 Pages 649-
- Issue 5 Pages S415-
- Issue 4 Pages S1-
- Issue 3 Pages 431-
- Issue 2 Pages 225-
- Issue 1 Pages 3-
- |<
- <
- 1
- >
- >|
-
2021 Volume 107 Issue 9 Pages Cover-
Published: September 01, 2021
Released on J-STAGE: August 31, 2021
JOURNAL OPEN ACCESSDownload PDF (661K) -
2021 Volume 107 Issue 9 Pages Contents-
Published: September 01, 2021
Released on J-STAGE: August 31, 2021
JOURNAL OPEN ACCESSDownload PDF (1636K) -
2021 Volume 107 Issue 9 Pages Editorial-
Published: September 01, 2021
Released on J-STAGE: August 31, 2021
JOURNAL OPEN ACCESSDownload PDF (203K)
-
Kenji Nakase, Akitoshi Matsui, Yoshie Nakai, Naoki Kikuchi, Yasuo Kish ...2021 Volume 107 Issue 9 Pages 693-700
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
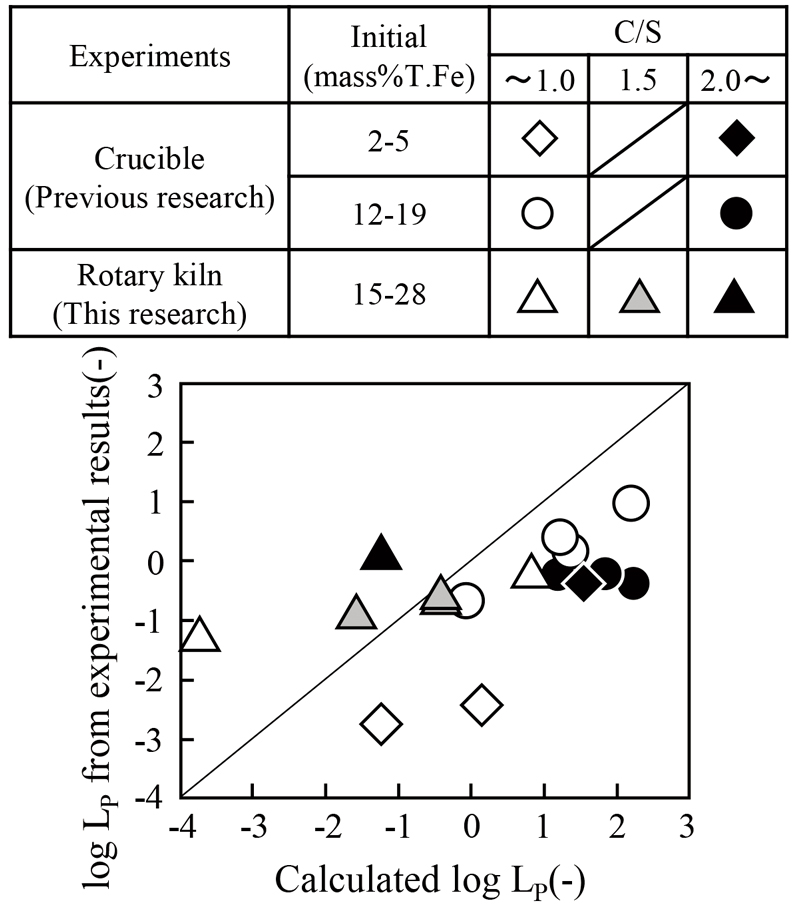
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn order to develop a new recycling process of steelmaking slag, reduction of (FetO) and (P2O5) in steelmaking slag at high temperature has been investigated. In this work, 50 kg-scale experiments which simulated rotary kiln were conducted to investigate the separation behavior between slag and metal. Main results are as follows. (1) Molten iron was tapped out from the experimental furnace under the condition that more than 86% iron was reduced. (2) Weight of reduced iron did not affect the undefined ratio of phosphorus. (3) Common logarithm of phosphorus distribution ratio (logLP), which was used as an index to explain the effect of slag composition, temperature and oxygen potential, correlates to the undefined phosphorus ratio. (4) In the experiments which simulated rotary kiln treatment, calculated phosphorus distribution ratio (LP) was smaller than that from experimental results. It can be said that the phosphorus transfer into the metallic phase decreased because the smaller interface between slag phase and metallic phase was obtained due to the slag/metal separation.
View full abstractDownload PDF (4093K) Full view HTML -
Yu-ichi Uchida, Chiho Watanabe, Masakatsu Hasegawa2021 Volume 107 Issue 9 Pages 701-711
Published: 2021
Released on J-STAGE: August 31, 2021
Advance online publication: June 18, 2021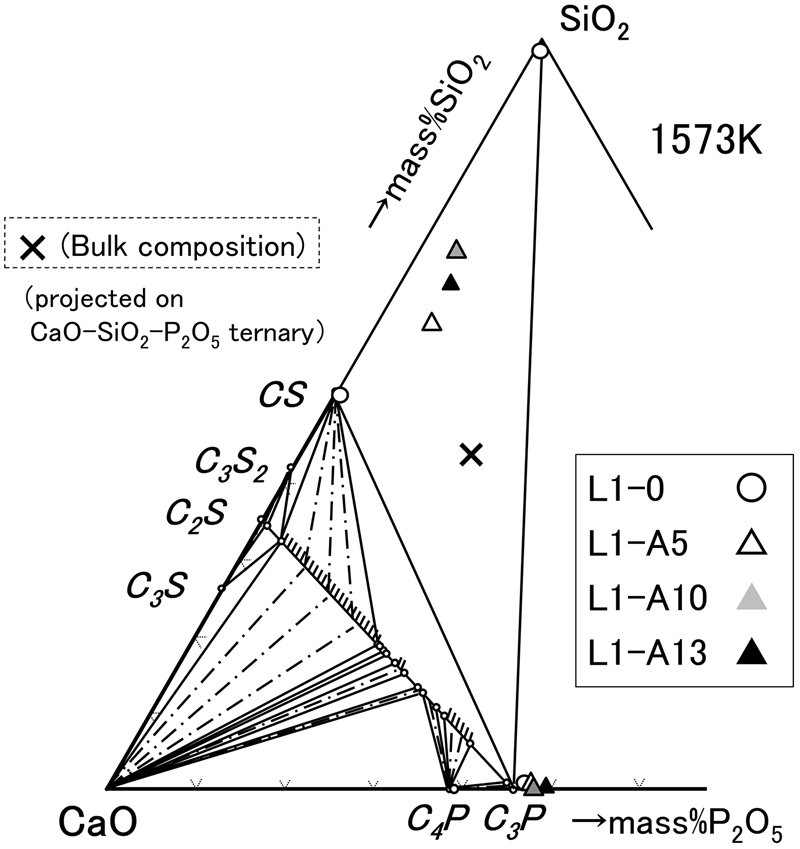 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLJapan relies on imports for almost the entire amount of phosphorus, which is indispensable for human life and industrial materials. Therefore it is required to recover phosphorus from dephosphorization slag and sewage sludge which are promising unutilized phosphorus resources. Aiming wholesale recovery of phosphorus from the slag and sludge, a fundamental study on condensation of phosphorus in solid phase through high temperature phase separation was carried out. The experiments at 1573 K on principal [CaO-SiO2-P2O5] ternary model sample and Al2O3 and Fe2O3 added therein showed unsaturation with CaO and precipitation of solid 3CaO・P2O5 as the phosphorus-concentrated phase in all the sample. The contamination of the other components in 3CaO・P2O5 was low, especially less than 1 mass% for Al2O3 added samples. The liquid phase was also formed with Al2O3 or Fe2O3 addition, and the liquidus composition in quaternary samples were consistent with those appeared in [CaO-SiO2-Fe2O3] and [CaO-SiO2-Al2O3] ternary diagram. P2O5 content in the quaternary liquid phases were lower in Al2O3 added samples than those in Fe2O3 added samples. Such difference was discussed in terms of optical basicity and CaO activity for liquid phase. Due to the coexistence of solid SiO2 phase at Fe2O3 addition, the SiO2 content in liquid phase became lower compared to Al2O3 addition, and led to higher optical basicity, which would allow higher P2O5 capacity in liquid phase. These considerations strongly suggest that an effective control of composition would be key technology for the phosphorus recovery through condensation and separation of phosphorus concentrated phase.
View full abstractDownload PDF (3997K) Full view HTML
-
Hirokazu Konishi, Hideki Ono2021 Volume 107 Issue 9 Pages 712-721
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn-situ observation of Ar bubble through each interface of a KCl aqueous solution / Hg and a molten salt / liquid Sn were conducted by controlling applied potential in order to simulate the behavior of bubble at interface of slag / metal. In a KCl aqueous solution, the rate of Ar bubble through each interface of a KCl aqueous solution / Hg became slow with applying −2.0 V at 298 K. This behavior caused by the stabilization of interface with deceasing the interfacial tension, and a lot of Hg droplet formed by rupture of bubble was drawn into Hg phase under the interface in seconds. In a LiCl-KCl eutectic melt, the interfacial tension of the molten salt / liquid Sn were measured by the in-site observation of contact angle with applying −2.0~0 V(vs. Ag+/Ag) at 793 K. The behavior of interfacial tension corresponded to typical electrocapillary curve. The interfacial tension at −0.75 V became highest, 310 (dyn/cm = mN/m), and the interfacial tension at −2.0, 0 V became lowest, 210 (dyn/cm = mN/m), and the Ar bubble through the interface became slowest with applying at −2.0 V. This behavior was same as that through the interface of KCl aqueous solution / Hg.
View full abstractDownload PDF (5142K) Full view HTML -
Hironori Yoshida, Shota Amano, Yoshie Nakai, Yukio Takahashi, Naoki Ki ...2021 Volume 107 Issue 9 Pages 722-731
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe peroxidation of molten steel is a problem occurred in a combined blowing converter with inert gas blowing. It caused by a relatively weak mixing power of bottom blown inert gas compared with that of bottom blown oxygen gas. In order to resolve the problem, several methods for optimizing top and bottom blowing conditions has developed. However, the effect of the equipment condition such as converter shape on the metallurgical characteristics has not been investigated enough. In this study, the effect of H/D (ratio of bath depth H to bath diameter D) on the reaction rate between slag and metal, and furnace body vibration in converter was investigated by water model experiments. It was found that the apparent reaction rate constant, kA/Vw, increase with increasing H/D, except for the case of H/D=0.85. It seemed that the change of kA/Vw with increasing H/D has a relation to the behavior of bath vibration. From the analysis based on the bath surface vibration model, it was indicated that the change of H/D affects the bath surface vibration behavior and the formation behavior of slag emulsion, and these effects increase the reaction interface between slag and metal.
View full abstractDownload PDF (2355K) Full view HTML
-
Yasuyuki Fujii, Yasushi Maeda, Hiroshi Utsunomiya2021 Volume 107 Issue 9 Pages 732-740
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
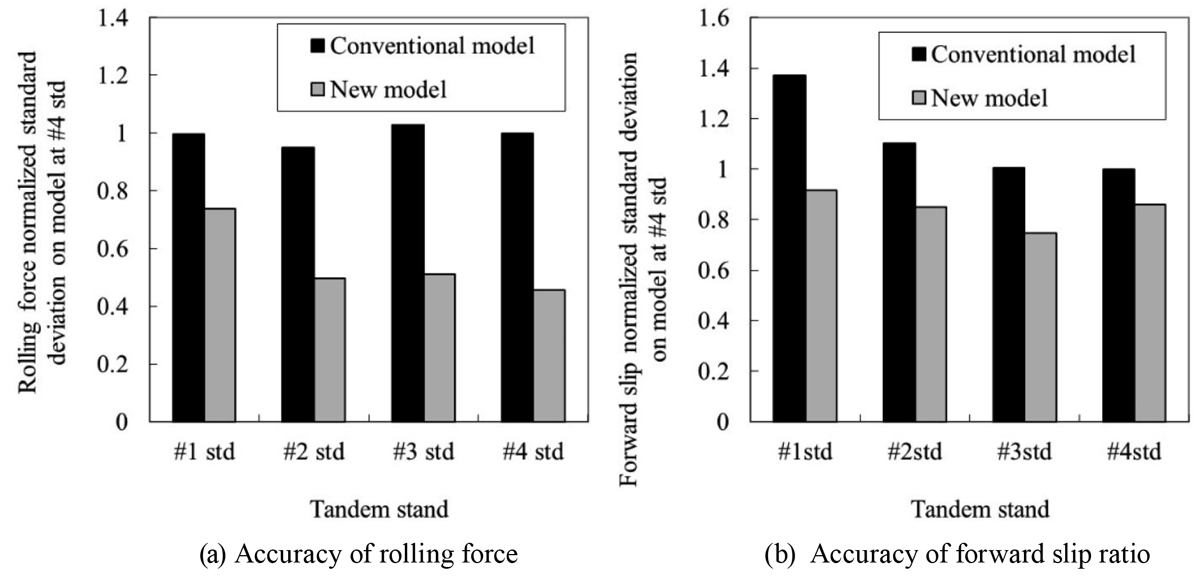
JOURNAL OPEN ACCESS FULL-TEXT HTMLCompared with the rolling conditions of mild steels, those of high tensile strength steels (HTSS) are very different, because of their high flow stress. Dimensional accuracy of the thickness at the top end of industrially rolled HTSS is lower, compared with mild steel. This is because predicted rolling force for HTSS is not accurate sufficiently. This problem is due to not only the used flow stress model, but also the rolling theory model. If the standard Hill’s rolling force equation and the standard Bland and Ford’s forward slip equation are used, a large discrepancy between the two estimated friction coefficients is observed in high slip region for HTSS. In this study, the authors propose new practical equations for the forward slip. The equation takes into account the effects of non-constant flow stress and of friction coefficient over the roll bite so that the equations are applicable to HTSS rolling conditions. The Bland and Ford’s equation has been modified to introduce 2 new parameters (C and B). Parameter C corresponds to the change of the friction coefficient in the roll bite, and parameter B corresponds to that of the flow stress. The new equations have been installed into an actual set-up model of steel works. Improvements in prediction accuracy of rolling force and forward slip are confirmed.
View full abstractDownload PDF (1649K) Full view HTML
-
Noriyuki Tsuchida, Rintaro Ueji, Tadanobu Inoue2021 Volume 107 Issue 9 Pages 741-750
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn situ neutron diffraction experiments during tensile deformation were conducted to investigate the effect of temperature on the tensile properties of JIS-SUS316L steel from the phase stresses of austenite (γ) and ferrite (α) phases and the kinetics of deformation-induced martensitic transformation (DIMT). The 0.2% proof stress and tensile strength increased with decreasing deformation temperature, and the maximum uniform elongation was reached at 223 K. The temperature of the maximum uniform elongation in metastable austenitic stainless steels is related to the mechanical stability of γ and showed good correlation with the Ni equivalent. The estimated phase stress of γ at a given true strain increased with decreasing temperature; however, the temperature dependence of the twinning-induced plasticity effect of the γ phase was small. The phase stress of α was almost independent of temperature between 138 K and 223 K. The effect of temperature on the mechanical properties of the SUS316L steel was largely affected by the transformation-induced plasticity effect, which was related to the kinetics of DIMT according to in situ neutron diffraction experiments.
View full abstractDownload PDF (13308K) Full view HTML -
Noriyuki Tsuchida, Eiichiro Ishimaru, Masatomo Kawa2021 Volume 107 Issue 9 Pages 751-759
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
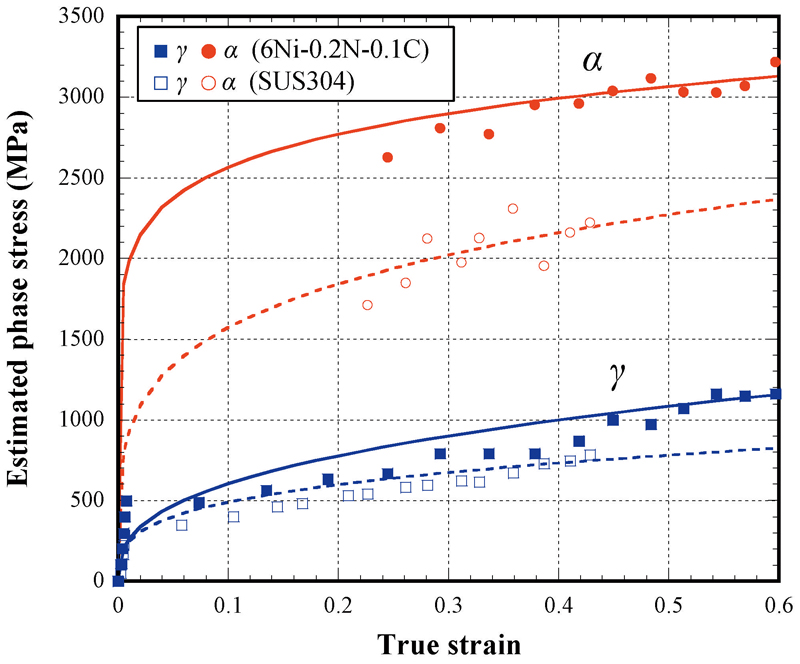
JOURNAL OPEN ACCESS FULL-TEXT HTMLRole of deformation-induced martensite in the transformation-induced plasticity (TRIP) of metastable austenitic steels was studied by examining effects of temperature on the tensile properties of Fe–18%Cr–6%Ni–0.2%N–0.1%C (6Ni–0.2N–0.1C) steel. The tensile properties obtained by tensile tests at various temperatures between 123 and 373 K were compared with those of SUS304 steel. The 0.2% proof stress, tensile strength, and uniform elongation of the 6Ni–0.2N–0.1C steel were larger than those of SUS304 at all temperature studied, and the mechanical stability of the austenite for the 6Ni–0.2N–0.1C steel was higher than that for the SUS304 steel. Neutron diffraction experiments at room temperature showed that the improvements in the mechanical properties in the 6Ni–0.2N–0.1C steel were associated with larger work hardening of the austenite and larger strength of the deformation-induced martensite. The increase in strength of deformation-induced martensite with N and C additions leads to better mechanical properties due to the TRIP effect, despite of smaller amounts of deformation-induced martensitic transformation.
View full abstractDownload PDF (8110K) Full view HTML -
Hayato Nishimura, Tomohiko Hojo, Saya Ajito, Yuki Shibayama, Motomichi ...2021 Volume 107 Issue 9 Pages 760-768
Published: 2021
Released on J-STAGE: August 31, 2021
Advance online publication: June 08, 2021 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of residual stress on the hydrogen embrittlement behavior of a tempered martensitic steel sheet with 1-GPa-class tensile strength stretch-formed by a hemisphere punch simulating press-formed automotive structural parts were investigated. Cracking on the stretch-formed specimen induced by potentiostatic hydrogen charging was initiated in the foot of the impression of the specimen and propagated to the radial direction both toward the hillside and the plain. The mixture of quasi cleavage and intergranular fractures were observed whole through the fracture surface. Residual stress in the stretch-formed specimens was analyzed by using energy-dispersive X-ray diffraction method utilizing the synchrotron X-ray radiation at SPring-8. In addition, stress and plastic strain distributions in the specimen were analyzed by using Finite Element Method (FEM). These analyses depicted that the high tensile stress in the circumferential direction was in the foot of the impression, corresponding to the direction of the crack growth. The FEM analysis revealed that the high triaxial stress was in the foot suggesting accumulation of hydrogen. It was considered that the preferential crack initiation at the foot was promoted by the high residual stress in the circumferential direction and the hydrogen accumulation due to stress-induced diffusion.
View full abstractDownload PDF (6801K) Full view HTML
-
Kazuhiro Nagata, Yasuko Furunushi, Takako Yamashita2021 Volume 107 Issue 9 Pages 769-779
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe oxygen concentration in old Japanese nails was measured to be 0.15 mass% to 0.38 mass% by EPMA. These nails were one with bended top used for the main hall of the Anumi shrine in 1835, one with rolled top for the gate of the Saidai-ji temple in ca. 1300, one with rolled top for the eaves of the main hall of the Amanosan-kongo-ji temple in 1085~1124 and one with bended top in the five-storied pagoda of the Bicchu-Kokubun-ji temple before 800. At the measurement point of EPMA, no oxide with the size more than 10 nm was detected by HRTEM. Oxygen in iron base of the nails is in the state of supersaturated solid solution. Oxygen was absorbed in molten iron with white sparks, ‟Wakibana”, during the processes of Tatara smelting, decarburization in Okaji process and forge-and-welding, followed by rapid solidification of iron for oxygen to be supersaturated in solid solution. This is the common characteristics of pre-modern ironmaking process in the world. A thin layer of Fe3O4 was observed in the interface between FeO layer and iron base of nail, which was formed by the reaction of oxygen supersaturated in solid solution at the interface during forging. Most of inclusions in nails were FeO silicate slag with FeO fine particles. As there were FeS particles in silicate slag inclusions in the nail of the Bicchu-kokubun-ji temple, the nail was probably manufactured from iron produced using the mixture of iron sand and iron ore by Tatara smelting in the south of Okayama prefecture.
View full abstractDownload PDF (7402K) Full view HTML
-
Setsuo Takaki2021 Volume 107 Issue 9 Pages 780-783
Published: 2021
Released on J-STAGE: August 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLDislocation strengthening is affected by not only dislocation density but also character and dispersion of dislocations. In terms of the effect of dislocation dispersion, strengthening behavior can be explained by applying a dispersion coefficient; δ (= n / ρ) in theoretical dislocation strengthening equation, here n and ρ are the number of dislocation colonies on a slip plane and dislocation density respectively. Dislocation pinning spacing is given as a function of n –value, so that the increment of strength Δσ can be theoretically estimated using the dispersion coefficient δ. In cold rolled ferritic steel (Fe-0.0056%C), the comparison of theoretical values with experimental data proved δ≒0.21 in the dislocation density range above 1×1014/m2. In addition, experimental results indicated that the screw component of dislocations decreases with an increase of dislocation density. With respect to the ability of dislocation strengthening, edge dislocation is about 1.4 times larger than screw dislocation. As a result, a linear Bailey-Hirsch relationship; Δσ[GPa]≒1.8×10−8ρ is realized due to the changes of dislocation character with an increase of dislocation density.
View full abstractDownload PDF (642K) Full view HTML
- |<
- <
- 1
- >
- >|