
- Issue 16 Pages 1251-
- Issue 15 Pages 1165-
- Issue 14 Pages 1033-
- Issue 13 Pages 989-
- Issue 12 Pages 899-
- Issue 11 Pages 795-
- Issue 10 Pages 721-
- Issue 9 Pages 653-
- Issue 8 Pages 569-
- Issue 7 Pages 513-
- Issue 6 Pages 427-
- Issue 5 Pages 395-
- Issue 4 Pages 343-
- Issue 3 Pages 89-
- Issue 2 Pages 35-
- Issue 1 Pages 1-
- Issue 16 Pages 2157-
- Issue 15 Pages 1805-
- Issue 14 Pages 1613-
- Issue 13 Pages S1141-
- Issue 12 Pages S1037-
- Issue 11 Pages 1443-
- Issue 10 Pages 1273-
- Issue 9 Pages 1077-
- Issue 8 Pages 917-
- Issue 7 Pages 751-
- Issue 6 Pages 585-
- Issue 5 Pages S389-
- Issue 4 Pages S1-
- Issue 3 Pages 403-
- Issue 2 Pages 233-
- Issue 1 Pages 19-
- Issue 16 Pages 2153-
- Issue 15 Pages 1977-
- Issue 14 Pages 1813-
- Issue 13 Pages S1285-
- Issue 12 Pages S1043-
- Issue 11 Pages 1667-
- Issue 10 Pages 1481-
- Issue 9 Pages 1231-
- Issue 8 Pages 891-
- Issue 7 Pages 711-
- Issue 6 Pages 538-
- Issue 5 Pages S407-
- Issue 4 Pages S1-
- Issue 3 Pages 347-
- Issue 2 Pages 173-
- Issue 1 Pages 14-
- Issue 16 Pages 1837-
- Issue 15 Pages 1711-
- Issue 14 Pages 1569-
- Issue 13 Pages S1205-
- Issue 12 Pages S1034-
- Issue 11 Pages 1423-
- Issue 10 Pages 1269-
- Issue 9 Pages 1059-
- Issue 8 Pages 925-
- Issue 7 Pages 775-
- Issue 6 Pages 627-
- Issue 5 Pages S287-
- Issue 4 Pages S1-
- Issue 3 Pages 301-
- Issue 2 Pages 147-
- Issue 1 Pages 12-
- Issue 16 Pages 2179-
- Issue 15 Pages 1795-
- Issue 14 Pages 1631-
- Issue 13 Pages S1053-
- Issue 12 Pages S1023-
- Issue 11 Pages 1501-
- Issue 10 Pages 1315-
- Issue 9 Pages 987-
- Issue 8 Pages 767-
- Issue 7 Pages 621-
- Issue 6 Pages 473-
- Issue 5 Pages S305-
- Issue 4 Pages S1-
- Issue 3 Pages 299-
- Issue 2 Pages 151-
- Issue 1 Pages 16-
- Issue 16 Pages 1945-
- Issue 15 Pages 1699-
- Issue 14 Pages 1531-
- Issue 13 Pages S1055-
- Issue 12 Pages S1013-
- Issue 11 Pages 1367-
- Issue 10 Pages 1215-
- Issue 9 Pages 1087-
- Issue 8 Pages 887-
- Issue 7 Pages 721-
- Issue 6 Pages 507-
- Issue 5 Pages S317-
- Issue 4 Pages S1-
- Issue 3 Pages 343-
- Issue 2 Pages 187-
- Issue 1 Pages 17-
- Issue 16 Pages 2405-
- Issue 15 Pages 2067-
- Issue 14 Pages 1865-
- Issue 13 Pages 1675-
- Issue 12 Pages S1055-
- Issue 11 Pages S1015-
- Issue 10 Pages 1479-
- Issue 9 Pages 1129-
- Issue 8 Pages 895-
- Issue 7 Pages 711-
- Issue 6 Pages 545-
- Issue 5 Pages S325-
- Issue 4 Pages S1-
- Issue 3 Pages 369-
- Issue 2 Pages 193-
- Issue 1 Pages 16-
- Issue 16 Pages 2573-
- Issue 15 Pages 2261-
- Issue 14 Pages 2073-
- Issue 13 Pages S1111-
- Issue 12 Pages S1001-
- Issue 11 Pages 1867-
- Issue 10 Pages 1657-
- Issue 9 Pages 1409-
- Issue 8 Pages 1043-
- Issue 7 Pages 841-
- Issue 6 Pages 649-
- Issue 5 Pages S415-
- Issue 4 Pages S1-
- Issue 3 Pages 431-
- Issue 2 Pages 225-
- Issue 1 Pages 3-
- |<
- <
- 1
- >
- >|
-
2021Volume 107Issue 2 Pages Cover-
Published: February 01, 2021
Released on J-STAGE: January 31, 2021
JOURNAL OPEN ACCESSDownload PDF (663K) -
2021Volume 107Issue 2 Pages Contents-
Published: February 01, 2021
Released on J-STAGE: January 31, 2021
JOURNAL OPEN ACCESSDownload PDF (1814K) -
2021Volume 107Issue 2 Pages Editorial-
Published: February 01, 2021
Released on J-STAGE: January 31, 2021
JOURNAL OPEN ACCESSDownload PDF (232K)
-
Chuan-ming Du, Xu Gao, Shigeru Ueda, Shin-ya Kitamura2021Volume 107Issue 2 Pages 103-111
Published: 2021
Released on J-STAGE: January 31, 2021
Advance online publication: November 14, 2020 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe P contained in steelmaking slag is regarded as a potential phosphate source, especially with regard to slag with high P2O5 content, which is generated from the utilization of high P iron ores. If P can be efficiently extracted from slag, the obtained P can be used as a phosphate fertilizer. Moreover, the remaining slag can be recycled inside the steelmaking process. Compared with other phases, the P-condensed C2S–C3P solid solution in slag is more easily dissolved in water; therefore, selective leaching was applied to recover P from slag with high P2O5 content. In this study, the effect of K2O modification on P dissolution in the citric acid solution was investigated, and subsequently, a process for extracting phosphate product from the leachate, via precipitation, was explored. It was determined that K2O modification promoted dissolution of the solid solution, resulting in a higher dissolution ratio of P. By modification, the majority of the solid solution was dissolved at pH 6, and other phases remained in residue, indicating that a better selective leaching of P occurred. As the pH decreased, the dissolution ratios of both P and Fe increased. Following leaching at pH 5, a residue with a higher Fe2O3 content and lower P2O5 content was obtained. When the pH of the leachate increased, the dissolved P in the aqueous solution was precipitated. Through separation and calcination, a phosphate product with a P2O5 content of 30% was obtained, which has the potential to be used as a phosphate fertilizer.
View full abstractDownload PDF (2523K) Full view HTML
-
Kohei Furumai, Hatem Zurob, Andre Phillion2021Volume 107Issue 2 Pages 112-120
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
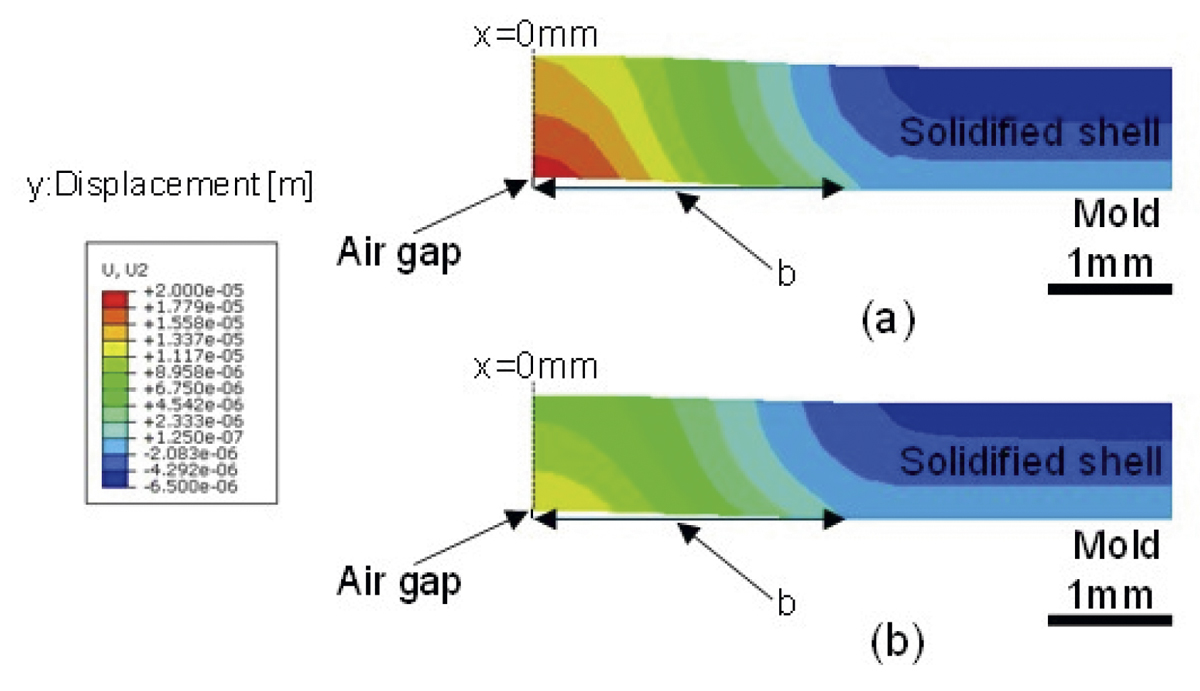
JOURNAL OPEN ACCESS FULL-TEXT HTMLSolidification shell deformations within the mold during continuous casting have been calculated in order to clarify the influence of mold flux infiltration variability on the cooling rate, the width of the low heat flux region, the height of air gap, the unevenness of solidified shell, and the resulting strain in the solidified shell. A sequentially coupled thermal-mechanical finite element model has been developed to perform the calculations. The simulation includes heat transfer and shell deformation in a growing solidified shell, along with the delta-to-gamma transformation. Further, it takes into account the effects of variability in mold flux infiltration and air gap formation on heat transfer into the mold, as well as the effect of cooling rate on the thermal expansion resulting from delta-to-gamma transformation. The results showed that mild cooling and small width of low heat flux region (i.e. low variability in mold flux infiltration) strongly decrease the height of the air gap, the unevenness in the solidified shell and the strain in the solidified shell. It is confirmed that it is important to optimize the cooling rate and prevent the variation in mold flux infiltration, especially at near the meniscus region of δ to γ transformation in order to minimize longitudinal crack formation.
View full abstractDownload PDF (3295K) Full view HTML
-
Shuichi Yamazaki, Yousuke Kurosaki, Takeaki Wakisaka2021Volume 107Issue 2 Pages 121-127
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
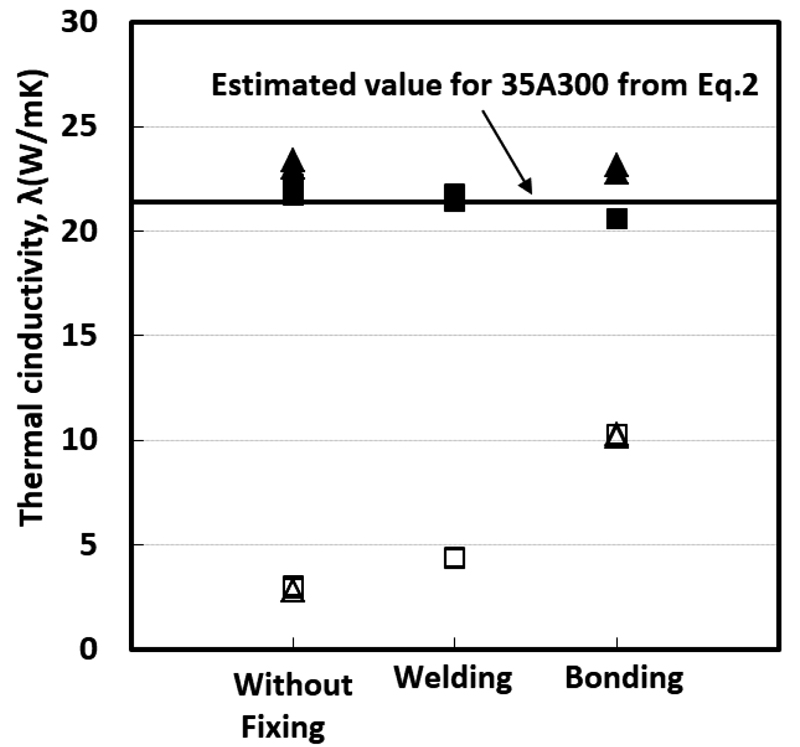
JOURNAL OPEN ACCESS FULL-TEXT HTMLHeat transfer properties of lamination stacks of the non-oriented electrical steels which important for heat management of high-performance motor core, were investigated. The thermal conductivity of in-plane direction of lamination stack almost coincided with the value which was estimated from the electrical resistance of the steel. The thermal conductivity of through-stack direction was depend on fixing methods of lamination stack and decreased with increase of the inter-lamellar air gap. Removal of the inter-lamellar air gap using glue is effective to improve heat transfer of the high performance motor core which adopted electrical steels with higher alloy and/or thinner gauge.
View full abstractDownload PDF (1139K) Full view HTML
-
Katsutoshi Tatebe, Hiroaki Takeshita, Yoshihiro Serizawa, Hitoshi Fuji ...2021Volume 107Issue 2 Pages 128-136
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLSpray cooling on moving hot solids is widely used in metal heat treatment processes. Understanding coolant droplet collision behavior with moving hot solids is of great importance toward improving heat treatment temperature control technology. Via flash photography, we experimentally investigated the hydrodynamics of droplet train obliquely impinging on a hot moving solid. The test piece was a rectangular steel piece (SUS303) heated to 500°C, 550°C, or 600°C with a moving velocity of 0.5 m/s, 1.0 m/s, or 1.5 m/s. The test liquid was water at approximately 20°C. The pre-impact diameter of droplets, droplet impact velocity, and inter-spacing between every successive two droplets were 0.64 mm, 2.2 m/s, and 1.91 mm, respectively. The tilt angle of the droplet train to the vertical was 50°. No coalescence of droplets was seen—the droplets deformed independently on the moving solid. The measured results of the maximum diameter and the residence time of the droplets agreed well with the empirical formulas that can be used for droplet impact on a stationary solid. It was found that the dynamics of a droplet train impinging on a hot moving solid are the same as the dynamics of a droplet train impinging on a hot stationary solid when the droplets deform independently on a moving solid. Taking advantage of said property such that it is equivalent to the dynamics of a droplet train impinging on a hot stationary solid, we proposed a critical condition for droplet coalescence and experimentally confirmed the validity of the critical condition.
View full abstractDownload PDF (5243K) Full view HTML
-
Motoaki Hayama, Shoichi Kikuchi, Jun Komotori2021Volume 107Issue 2 Pages 137-145
Published: 2021
Released on J-STAGE: January 31, 2021
Advance online publication: November 06, 2020 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo clarify the relaxation behavior of compressive residual stress during the first push and pull loading cycle, an in situ X-ray stress measurement method was formulated, in which a fine particle peening-treated hourglass-shaped specimen was fixed on an axial-loading fatigue testing machine, and the surface stress of the specimen—which is the sum of applied stress and residual stress—was directly measured via X-ray diffraction without removing the specimen from the testing machine. A noticeable relaxation in compressive residual stress occurred under the first compressive loading process, and slight relaxation was observed then onward. During the first compressive loading, the surface stress decreased almost linearly as the applied compressive stress increased; however, when the stress exceeded a certain threshold value, the relation between the applied stress and the surface stress deviated from the linear relation. This threshold value is important with regard to compressive residual stress relaxation. Furthermore, the relaxation behavior during the first compressive loading process can be explained by a master diagram that shows the relationship between the applied stress and the stress measured via X-ray diffraction. The diagram consistently shows that with an increase in the applied compressive stress, there is an increase in the amount of relaxed residual stress.
View full abstractDownload PDF (5919K) Full view HTML
-
Hitomi Iwaizako, Masayuki Okugawa, Kenji Saito, Yuichiro Koizumi, Akih ...2021Volume 107Issue 2 Pages 146-153
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLFe-Cr-Co alloys are becoming important as half-hard magnet which can be subjected to plastic deformation process for their novel applications including non-contact electromagnetic brake because of its large hysteresis loss. Its magnetic hardness depends on the modulated structure formed by spinodal decomposition. It is important to clarify the effect of plastic deformation on the spinodal decomposition for optimizing the heat treatment after plastic deformation process. In the present study, we examined the spinodal-decomposed structures in Fe-Cr-Co sheets cold-rolled to 25% reduction and that without rolling to clarify the influences of cold rolling. Also, spinodal decomposition under the presence of dislocation structure have been simulated by phase field method for the case with the presence of dislocation cell boundary with a high in-plane solute diffusivity at various migrating speed. It has been found that the spinodal decomposition is accelerated around dislocation owing to the elastic field and higher diffusivity, which results in inhomogeneous microstructure with various wave length of modulation. The existence of dislocation enhances the initiation of phase decomposition and the growth particles. The decomposed structure greatly depends on the in-plane solute diffusivity and migrating speed of the dislocation cell boundary.
View full abstractDownload PDF (6594K) Full view HTML
-
Akihiko Nagasaka, Tomohiko Hojo, Masaya Fujita, Takumi Ohashi, Mako Mi ...2021Volume 107Issue 2 Pages 154-164
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
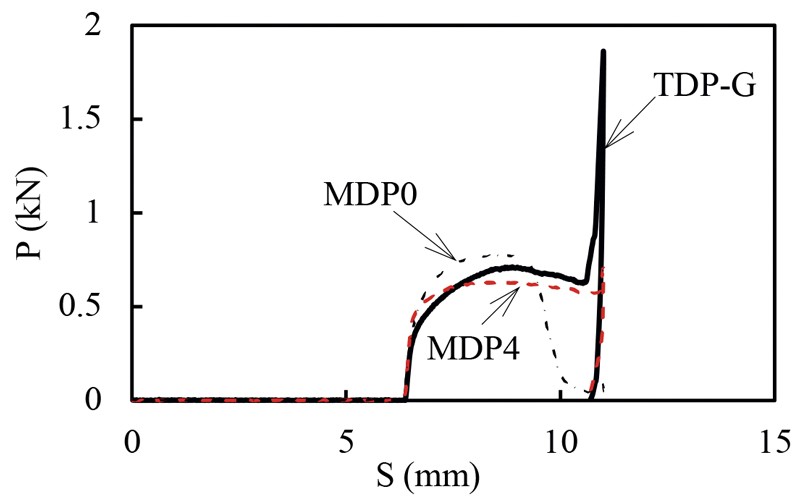
JOURNAL OPEN ACCESS FULL-TEXT HTMLEffects of Si and Mn contents on V-bending in high strength TRIP-aided dual-phase (TDP) steel sheets with polygonal ferrite matrix were investigated for automotive applications. V-bending test was performed on a hydraulic testing machine using a rectangular specimen (50 mm in length, 5 mm in width, 1.2 mm in thickness) and 88-degree punch (2.0 mm in punch radius) and 88-degree die (12 mm in die width, 0.8 mm in die radius) at a processing speed of 1 mm/min. The main results are as follows.
(1) The 0.2C-(1.0-2.5)Si-(1.0-2.0)Mn, mass% TDP steel sheets were able to perform V-bending by strain-induced martensitic transformation of TRIP effect.
On the other hand, ferrite-martensite dual-phase (MDP0) steel sheet of 900 MPa grade was not able to perform 90-degree V-bending because of initiation of crack in tension area.
(2) The 0.2C-2.5Si-1.5Mn, mass% TDP-G steel sheet of 980 MPa grade was able to enable the 90-degree V-bending that considered an amount of springback (Δθ=θ2−θ1), in which the θ1 and the θ2 are a bending angle on loading and a bending angle after unloading respectively, of more than 2-degree by controlling a displacement of punch bottom dead center.
View full abstractDownload PDF (15047K) Full view HTML -
Akihiko Nagasaka, Tomohiko Hojo, Yuki Shibayama, Masaya Fujita, Takumi ...2021Volume 107Issue 2 Pages 165-174
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
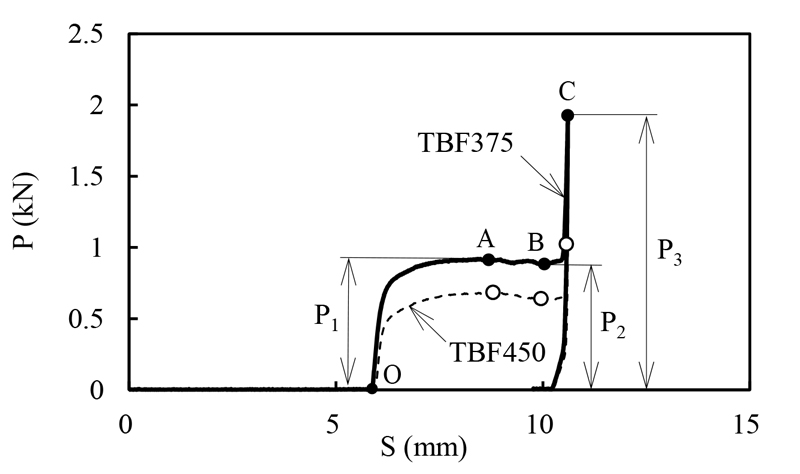
JOURNAL OPEN ACCESS FULL-TEXT HTMLEffect of retained austenite characteristics on V-bending in ultrahigh strength TRIP-aided steel sheets with bainitic ferrite matrix (TBF steel) was investigated for automotive applications. V-bending test was performed on a hydraulic testing machine using a rectangular specimen (50 mm in length, 5 mm in width, 1.2 mm in thickness) and 88-degree top angle punch (2.0 mm in punch top radius) and 88-degree groove angle die (12 mm in die groove width, 0.8 mm in die shoulder radius) in a processing speed of 1 mm/min. The main results are as follows.
(1) The 0.2C-1.5Si-1.5Mn (mass%) TBF steel sheets were able to perform V-bending by strain-induced martensitic transformation of TRIP effect. On the other hand, ferrite-martensite dual-phase (MDP0) steel sheet of 900 MPa grade was not able to perform 90-degree V-bending because of initiation of crack in tension area.
(2) The TBF375 steel sheet of 1100 MPa grade was able to enable the 90-degree V-bending that considered an amount of springback (Δθ= θ2−θ1), in which the θ1 and the θ2 are a bending angle on loading and a bending angle after unloading respectively, of more than 2-degree by controlling a displacement of punch bottom dead center.
View full abstractDownload PDF (6891K) Full view HTML -
Akihiko Nagasaka, Tomohiko Hojo, Katsuya Aoki, Hirofumi Koyama, Akihir ...2021Volume 107Issue 2 Pages 175-184
Published: 2021
Released on J-STAGE: January 31, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLEffect of hydrogen on spot welded tensile properties in ultrahigh strength TRIP-aided martensitic (TM) steel sheet was investigated for automotive applications. Tensile test was performed on a tensile testing machine at a crosshead speed of 1 mm/min (strain rate of 2.8×10−4/s), using base metal and spot welded specimens with or without hydrogen charging.
The results are as follows.
(1) The difference between the tensile strength (TS) of 1532 MPa for base metal specimen without hydrogen charging and the maximum stress (TS-H) of 1126 MPa for the base metal specimen with hydrogen charging (ΔTS-H=TS−TS-H) in TM steel was smaller than that of hot stamped steel (HS1 steel) and superior to that of HS1 steel. On the other hand, the TS-H of 725 MPa for the base metal specimen with hydrogen charging was halved in comparison with the TS of 1438 MPa for base metal specimen without hydrogen charging in the HS1 steel. It is considered that this was because retained austenite suppressed the strength reduction due to hydrogen embrittlement of TM steel.
(2) The amount of hydrogen decreased in the order of HS1 steel, TM steel, and tempered martensitic steel (HS7 steel), and HS1 steel was the highest. This is thought to be due to the high dislocation density of HS1 steel.
(3) The difference between the maximum stress (TS-W) of spot welded specimen without hydrogen charging and the maximum stress (TS-WH) of spot welded specimen with hydrogen charging (ΔTS-WH=TS-W−TS-WH) in TM steel and that of HS1 steel were similar. It was considered that this is partly due to effect of stress concentration on heat affected zone (HAZ) softening of hardness distribution of spot weld.
View full abstractDownload PDF (5423K) Full view HTML
- |<
- <
- 1
- >
- >|