
- Issue 16 Pages 2157-
- Issue 15 Pages 1805-
- Issue 14 Pages 1613-
- Issue 13 Pages S1141-
- Issue 12 Pages S1037-
- Issue 11 Pages 1443-
- Issue 10 Pages 1273-
- Issue 9 Pages 1077-
- Issue 8 Pages 917-
- Issue 7 Pages 751-
- Issue 6 Pages 585-
- Issue 5 Pages S389-
- Issue 4 Pages S1-
- Issue 3 Pages 403-
- Issue 2 Pages 233-
- Issue 1 Pages 19-
- Issue 16 Pages 2153-
- Issue 15 Pages 1977-
- Issue 14 Pages 1813-
- Issue 13 Pages S1285-
- Issue 12 Pages S1043-
- Issue 11 Pages 1667-
- Issue 10 Pages 1481-
- Issue 9 Pages 1231-
- Issue 8 Pages 891-
- Issue 7 Pages 711-
- Issue 6 Pages 538-
- Issue 5 Pages S407-
- Issue 4 Pages S1-
- Issue 3 Pages 347-
- Issue 2 Pages 173-
- Issue 1 Pages 14-
- Issue 16 Pages 1837-
- Issue 15 Pages 1711-
- Issue 14 Pages 1569-
- Issue 13 Pages S1205-
- Issue 12 Pages S1034-
- Issue 11 Pages 1423-
- Issue 10 Pages 1269-
- Issue 9 Pages 1059-
- Issue 8 Pages 925-
- Issue 7 Pages 775-
- Issue 6 Pages 627-
- Issue 5 Pages S287-
- Issue 4 Pages S1-
- Issue 3 Pages 301-
- Issue 2 Pages 147-
- Issue 1 Pages 12-
- Issue 16 Pages 2179-
- Issue 15 Pages 1795-
- Issue 14 Pages 1631-
- Issue 13 Pages S1053-
- Issue 12 Pages S1023-
- Issue 11 Pages 1501-
- Issue 10 Pages 1315-
- Issue 9 Pages 987-
- Issue 8 Pages 767-
- Issue 7 Pages 621-
- Issue 6 Pages 473-
- Issue 5 Pages S305-
- Issue 4 Pages S1-
- Issue 3 Pages 299-
- Issue 2 Pages 151-
- Issue 1 Pages 16-
- Issue 16 Pages 1945-
- Issue 15 Pages 1699-
- Issue 14 Pages 1531-
- Issue 13 Pages S1055-
- Issue 12 Pages S1013-
- Issue 11 Pages 1367-
- Issue 10 Pages 1215-
- Issue 9 Pages 1087-
- Issue 8 Pages 887-
- Issue 7 Pages 721-
- Issue 6 Pages 507-
- Issue 5 Pages S317-
- Issue 4 Pages S1-
- Issue 3 Pages 343-
- Issue 2 Pages 187-
- Issue 1 Pages 17-
- Issue 16 Pages 2405-
- Issue 15 Pages 2067-
- Issue 14 Pages 1865-
- Issue 13 Pages 1675-
- Issue 12 Pages S1055-
- Issue 11 Pages S1015-
- Issue 10 Pages 1479-
- Issue 9 Pages 1129-
- Issue 8 Pages 895-
- Issue 7 Pages 711-
- Issue 6 Pages 545-
- Issue 5 Pages S325-
- Issue 4 Pages S1-
- Issue 3 Pages 369-
- Issue 2 Pages 193-
- Issue 1 Pages 16-
- Issue 16 Pages 2573-
- Issue 15 Pages 2261-
- Issue 14 Pages 2073-
- Issue 13 Pages S1111-
- Issue 12 Pages S1001-
- Issue 11 Pages 1867-
- Issue 10 Pages 1657-
- Issue 9 Pages 1409-
- Issue 8 Pages 1043-
- Issue 7 Pages 841-
- Issue 6 Pages 649-
- Issue 5 Pages S415-
- Issue 4 Pages S1-
- Issue 3 Pages 431-
- Issue 2 Pages 225-
- Issue 1 Pages 3-
- |<
- <
- 1
- >
- >|
-
2021 Volume 107 Issue 10 Pages Cover-
Published: October 01, 2021
Released on J-STAGE: September 30, 2021
JOURNAL OPEN ACCESSDownload PDF (663K) -
2021 Volume 107 Issue 10 Pages Contents-
Published: October 01, 2021
Released on J-STAGE: September 30, 2021
JOURNAL OPEN ACCESSDownload PDF (2098K) -
2021 Volume 107 Issue 10 Pages Editorial-
Published: October 01, 2021
Released on J-STAGE: September 30, 2021
JOURNAL OPEN ACCESSDownload PDF (204K)
-
Katsuhiro Sasai2021 Volume 107 Issue 10 Pages 785-795
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLA series of Al deoxidation mechanisms from the nucleation and growth of Al2O3 nuclei immediately after the addition of Al to the growth, agglomeration, and removal of Al2O3 inclusions after the deoxidation equilibrium has been analyzed in light of the kinetics taking into consideration the influences of the interfacial properties on the basis of Al deoxidation experiments of molten steel. The nucleation number density of Al2O3 is (0.72 to 1.62) × 1014 m−3 and increases as the degree of supersaturation increases and the interfacial tension between the nuclei and molten steel decreases. These tendencies can be explained by the homogeneous nucleation theory, and the average interfacial tension, frequency factor, nucleation time, and average nucleation rate are respectively estimated to be 1.43 N·m−1, 4.27 × 1035 m−3·s−1, 0.01 s, and 1.96 × 1016 m−3·s−1 for the nucleation of Al2O3. Al2O3 nuclei rapidly grow to Al2O3 single inclusions having diameters of 2.0 to 2.6 µm through diffusion growth of supersaturated O in molten steel within 2.2 to 3.7 s after the addition of Al, and the molten steel reaches the deoxidation equilibrium. In the subsequent deoxidation equilibrium, the growth rate of Al2O3 single inclusions increases as the O concentration in molten steel increases, and their growth mechanism can be explained by Ostwald ripening. Meanwhile, Al2O3 cluster inclusions grow with the increase in the agglomeration force while agglomerating not only with single inclusions dispersed in molten steel but also with other cluster inclusions existing in the floating paths.
View full abstractDownload PDF (1859K) Full view HTML
-
Shuhei Irie, Kenji Tsuzumi, Akitoshi Matsui, Naoki Kikuchi2021 Volume 107 Issue 10 Pages 796-805
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLEstimation of changes in mold flux composition and physical properties during casting was investigated for control of slab surface quality. In this study, 0.7 mass% Al steel and normal Al-killed steel were cast with three kinds of mold flux having Al2O3 contents of 1.3 to 6.0 mass% and different basicities. The results can be summarized as follows:
(1) The Al2O3 content of these mold fluxes increased to 30 mass% during continuous casting. The composition change of the mold flux can be reproduced by the Equilibrium Effective Reaction Zone Model (EERZM) by fitting parameters, referring to the casting results.
(2) The analysis by EERZM revealed that the viscosity of the mold flux and throughput of the molten steel affect the rate of increase of the Al2O3 content in the mold flux.
(3) The change of mold flux physical properties was estimated based on flux composition changes. The change of the crystallization temperature and main crystal can be estimated by FactSage.
(4) Mold flux viscosity can be estimated by revising the modified Iida’s equation, which considers the effect of Al2O3 as an amphoteric oxide.
View full abstractDownload PDF (2947K) Full view HTML
-
Hidekazu Tsukahara, Yoichi Nakashima2021 Volume 107 Issue 10 Pages 806-813
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this study, we developed a separation method to extract iron from steel solutions using a solid phase extraction resin to determine the composition of trace elements in high-purity steel, with the aid of inductively coupled plasma mass spectrometry (ICP-MS). The acidic solution of steel was passed through the resin and amounts of the trace elements were determined by analyzing the eluate. To obtain optimum analytical conditions, maximum amount of iron was extracted into the resin and the effects of the acid species used to decompose the steel, and their concentrations were examined. Methods to reuse the resin were also investigated. Under optimal conditions, the quantities of many elements such as Mn, Ni, Cr, Cu, Co, Al, As, Bi, Mg, Ce, La, Se, Pb, Sb, Te, Zn, and Cd were determined. However, some elements such as Mo, Sn, and W, which were dissolved as oxyacid anions, were extracted into the resin, in addition to iron. The estimated amounts of trace elements in reference materials of high-purity steel were found to be in good agreement (in the order of μg/g) with the certified values.
View full abstractDownload PDF (1114K) Full view HTML
-
Sota Koyama, Norifusa Inaba, Motoaki Morita, Shinichi Motoda2021 Volume 107 Issue 10 Pages 814-824
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
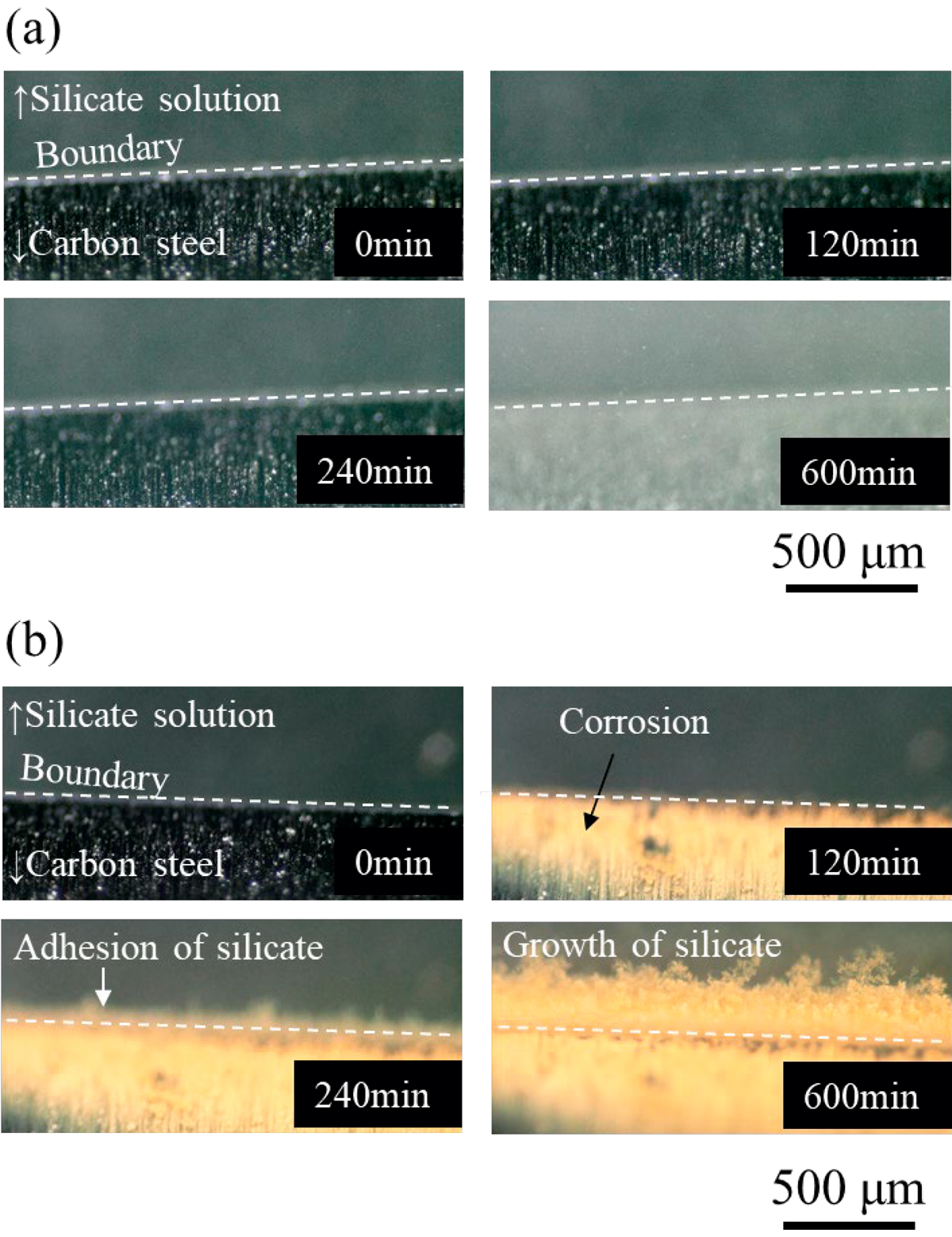
JOURNAL OPEN ACCESS FULL-TEXT HTMLAlthough it has been pointed out that corrosion products are the preferred scaling site, the detail research has not been conducted. In this study, the initial scaling sites on carbon steel with corrosion product were investigated and scaling mechanisms were discussed. Carbon steel sheets were i mmersed in a solution supersaturated condition for magnesium silicate under normal standard state. Scaling at a corroded part on carbon steel was easier to occur than that at non-corroded part on carbon steel. The corrosion product was comprised of Fe2O3 (Hematite), Fe3O4 (Magnetite), and β-FeOOH (Akaganeite). When the particles of Fe2O3, Fe3O4, and β-FeOOH were individually i mmersed in the solution, the formation of magnesium silicate occurs only on β-FeOOH. One of the preferred scaling sites for magnesium silicate was β-FeOOH. The physical and chemical interactions were investigated. The physical interactions were evaluated by zeta potential, and the results suggested that the repulsion occurs between them. On the other hand, the chemical interaction was evaluated by IR and Raman analyses. Only IR spectrum of β-FeOOH changed. The change was derived from absorption range of Fe-OH in β-FeOOH. The OH group in β-FeOOH may react with silanol group by the dehydration-condensation reaction.
View full abstractDownload PDF (12834K) Full view HTML
-
Kengo Watanabe, Shuntaro Ida, Kyosuke Yoshimi2021 Volume 107 Issue 10 Pages 825-834
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
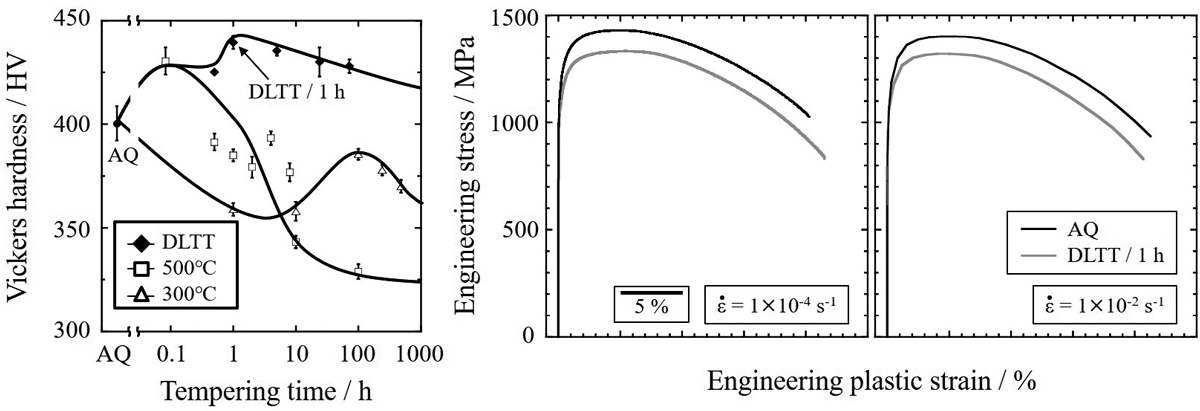
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe precipitation behavior of carbides of modified 9Cr-1Mo steel (Grade 91) by low-temperature tempering and the influence of those carbides on the mechanical properties at room temperature were investigated. As-quenched sample (AQ) showed a small amount of MC carbide in the martensite microstructure. Three types of carbides were formed by low-temperature tempering at 300-500ºC that were chosen for the purpose of suppressing recovery and growth of the dislocation substructure. These carbides were identified as Fe4C, hP8 type Fe3C, and oP16 type Fe3C using replica samples for transmission electron microscopic and extracted residue analyses. Double low-temperature tempering at 500ºC for 5 min followed by at 300ºC for 1 h (DLTT) formed a large amount of carbide compared to AQ while AQ and DLTT had similar lath widths. The hardness of the DLTT sample was higher than that of the AQ sample, whereas the tensile strength of the DLTT sample was slightly lower than that of the AQ sample regardless of strain rate. The reason why the precipitation strengthening did not work for the improvement of tensile strength is considered to be the early formation of microvoids due to the delamination of carbide/matrix interfaces under tensile test.
View full abstractDownload PDF (3009K) Full view HTML -
Shun Tanaka, Hiroyuki Shirahata, Genichi Shigesato, Manabu Takahashi2021 Volume 107 Issue 10 Pages 835-844
Published: 2021
Released on J-STAGE: September 30, 2021
Advance online publication: July 12, 2021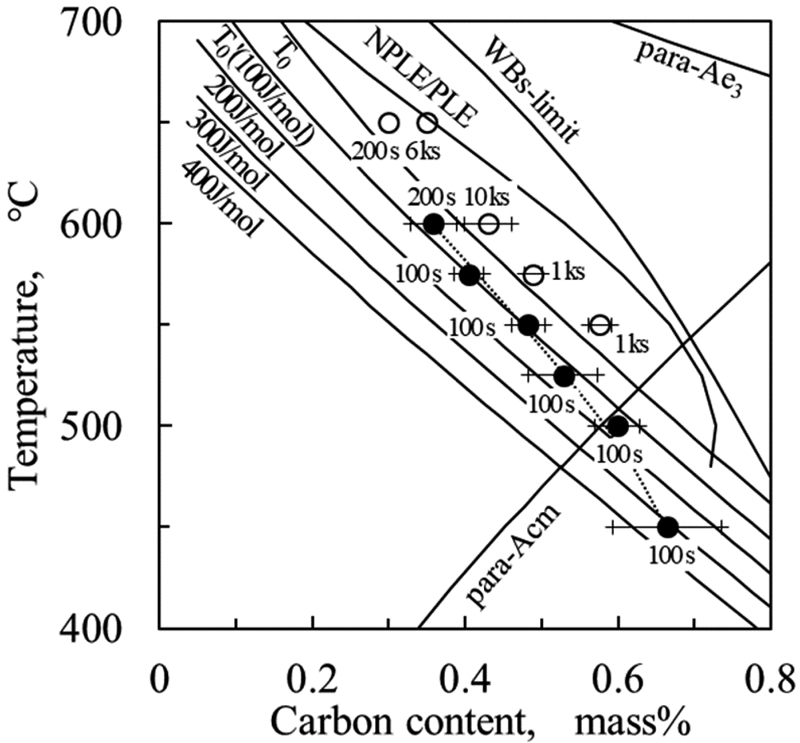 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe bainitic transformation kinetics and carbon enrichment of austenite during isothermal holding at 723–923 K were investigated for an Fe-0.1mass%C-0.5mass%Si-2.0mass%Mn alloy. The transformation progressed rapidly until approximately 50 s, after which transformation stasis was observed at 823 K. The carbon concentration of austenite increased as the transformation proceeded, and showed an almost constant value during stasis. It reached approximately 0.45-0.50% at 823 K, which corresponds to the carbon concentration at the T0’ composition with an additional strain energy of 100 J/mol associated with the transformation. After stasis, a slight increase in the ferrite or bainitic ferrite fraction was observed. The carbon concentration of austenite also increased and reached approximately 0.60%, clearly exceeding the carbon concentration at the T0 composition. These results imply that at the first stage, the bainite transformation occurs and shows the incomplete transformation, following which at the second stage, diffusional ferrite transformation proceeds. The additional strain energy associated with the transformation calculated from the carbon concentration at stasis due to the incomplete bainite transformation tends to decrease as the holding temperature increases. This indicates that strain relaxation due to the transformation occurred at higher holding temperatures.
View full abstractDownload PDF (7198K) Full view HTML -
Ryunosuke Minami, Yoshihiro Terada2021 Volume 107 Issue 10 Pages 845-852
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe age-hardening behavior of the wrought Ni-based superalloy Alloy 625 was investigated in the temperature range between 923 and 1173 K for the application to advanced ultra-supercritical (A-USC) power plants. The carbon content of the alloy was controlled as low as possible to minimize the precipitation of carbides during aging. A two-step increase of hardness was detected for the alloy at temperatures between 1000 and 1100 K; the first increase of hardness results from the precipitation of the metastable γ′′ phase, and the second increase corresponds to the precipitation of the orthorhombic δ phase. In contrast, a single-step increase of hardness was detected below 1000 K derived from the precipitation of γ′′ phase and above 1100 K derived from the precipitation of δ phase. The TTP (time–temperature–precipitation) diagram for the alloy was established on the basis of the results of hardness measurements and microstructure observations, where the nose temperatures of γ′′ and δ phases are determined as 1050 and 1123 K, respectively. The γ′′ particle coarsened along the Ostward ripening. The activation energy for the γ′′ coarsening was evaluated as 202 kJ/mol, which is very close to that for the inter-diffusion of Nb in Ni.
View full abstractDownload PDF (3155K) Full view HTML -
Maho Iwamura, Masahiro Tsukahara, Osamu Idohara, Yoshitaka Misaka, Set ...2021 Volume 107 Issue 10 Pages 853-862
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
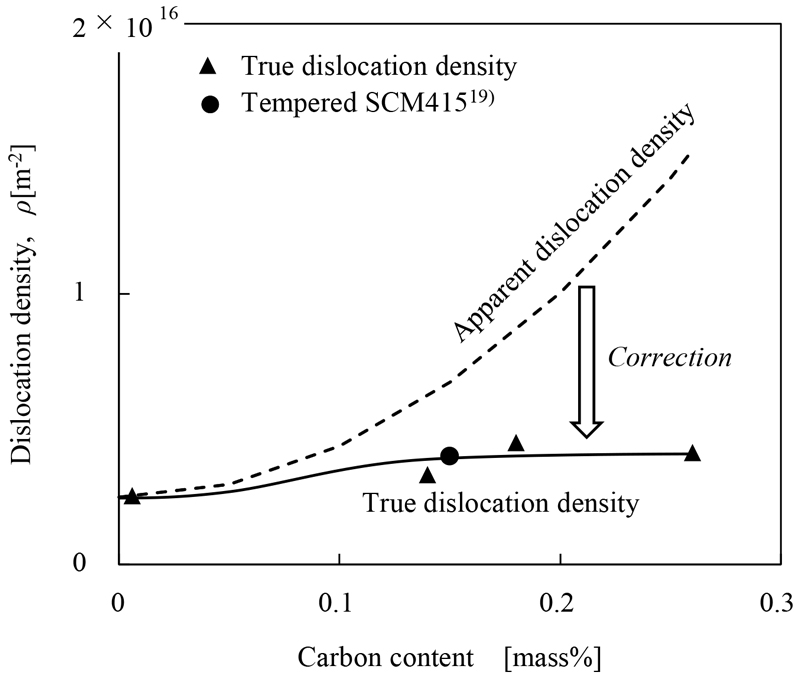
JOURNAL OPEN ACCESS FULL-TEXT HTMLX-ray diffraction analysis is one of powerful tools on the dislocation analysis and this method can be applied reasonably for many metals with isotropic crystal structure such as bcc and fcc. In this study, modified Williamson-Hall analysis was applied for martensitic steels containing 0.006 – 0.26 mass% carbon and proved that the value of dislocation density increases with increasing the carbon content. However, martensitic steels containing solute carbon have bct structure characterized by different lattice constants on a-axis and c-axis. With increasing solute carbon, a-axis shrinks but c-axis is elongated. This leads to the peak séparation in an X-ray diffraction peak and causes an increase of the full-width at half-maximum (FWHM) in the diffraction peak. This suggests that the value of dislocation density is over estimated due to the effect of peak separation in as quenched martensitic steels with solute carbon. It was found that the increment of apparent dislocation density Δρ’ is expressed by the following equation as a function of the amount of solute carbon (mass%C), independent of the values of true dislocation density and the screw component of dislocation.
Δρ[m−2] =1.68×1017 (mass%C)2
As a result, it is concluded that the true dislocation density is constant at 4.5×1015 m2 in martensitic steels which have solute carbon more than 0.14 mass% at least.
View full abstractDownload PDF (1532K) Full view HTML
-
Toshiharu Aiso, Takashi Matsumura2021 Volume 107 Issue 10 Pages 863-875
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe influence of Si and Al additions to 0.55 mass% C steel on machinability is discussed in cutting with a fly tool of TiAlN coated high speed steel, as performed in gear cutting. Three model steels are prepared with controlling nearly the same hardness to study the effects of the alloying elements: one reference steel with C as the only alloying element (Base steel), and two steels alloyed also with 1 mass% Si or Al. The cutting tests are performed to obtain the cutting forces, observe the cutting chips and analyze the damage on the rake faces of the tools. The orthogonal cutting data in the cutting force simulation are identified to minimize the discrepancies between the measured and the simulated forces for the tested steels. When cutting the Base steel, few adhered material form and the coated thin layer is worn mainly by abrasion. When cutting the Si alloyed steel, the coating surface is covered by adhered layers containing Si–O, Fe2SiO4 and FeO, which contribute to the lowest friction and protect the coated thin layer from wear. When cutting the Al alloyed steel, an Al2O3 layer forms on the coating. The Al2O3 layer induces high friction, large cutting forces and cutting heat, resulting in the rapid substrate softening and coating fracture.
View full abstractDownload PDF (6512K) Full view HTML -
Yusuke Tsunemi, Masahiro Kubo, Shigeru Yonemura, Akihiro Uenishi, Susu ...2021 Volume 107 Issue 10 Pages 876-886
Published: 2021
Released on J-STAGE: September 30, 2021
Advance online publication: July 08, 2021 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLTo enhance the accuracy of sheet forming simulation, applying a material model based on a physical understanding that enables the description of material behavior under multi-axis stress is beneficial. To achieve this, it is necessary to clarify the work hardening behavior of the material under multi-axis stress and its mechanism. It is especially known that steel sheets for deep drawing with an increased r value have different degrees of work hardening under uniaxial and biaxial stresses, which is called anisotropic work hardening. Anisotropic work hardening is considered to be brought about mainly by a texture or dislocation cell structure, but details are unknown. This study thus discusses the physical mechanism using the crystal plasticity finite element method.
The crystal plasticity finite element method was executed with the model that Hoc et al. developed by modeling the accumulation of dislocation. In the analysis, the anisotropic work hardening was reproduced where the equal plastic work surface stuck out around the equal biaxial stress. It is presumed that the anisotropic work hardening occurred because the equal biaxial stress had more slip systems than the uniaxial stress, and eventually had more latent hardening. It was confirmed by changing the crystal orientation virtually that anisotropic work hardening behavior depends strongly on texture. From this, it is concluded that ferrite steel materials have different numbers of active slip systems depending on the texture, and the amount of latent hardening varies accordingly, resulting in anisotropic work hardening.
View full abstractDownload PDF (2176K) Full view HTML -
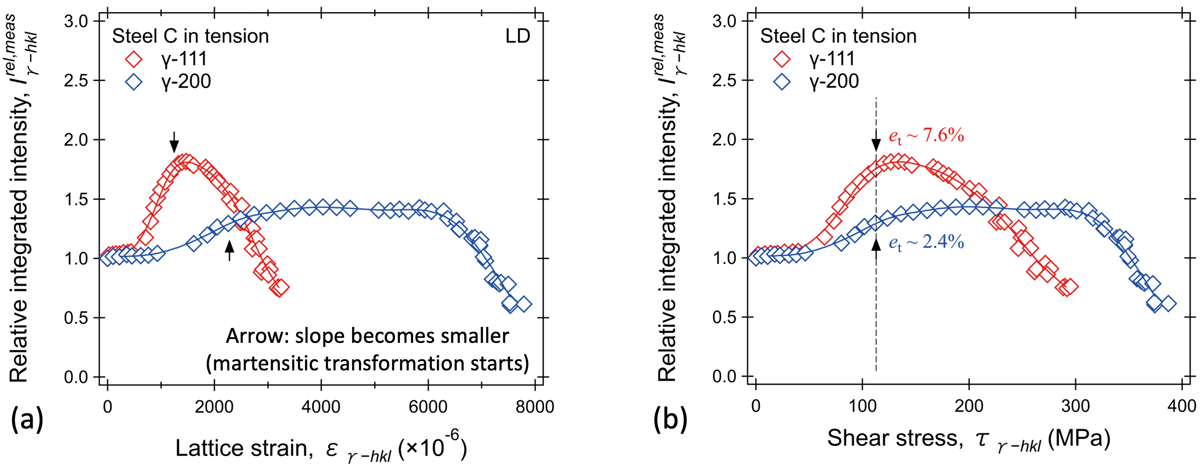
Stefanus Harjo, Takuro Kawasaki, Noriyuki Tsuchida, Satoshi Morooka, W ...2021 Volume 107 Issue 10 Pages 887-896
Published: 2021
Released on J-STAGE: September 30, 2021
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn situ neutron diffraction measurements of two low-alloy TRIP steels and a 304-type stainless steel during tensile and creep tests were performed at room temperature. Changes in the diffraction pattern, the peak integrated intensities of austenite (γ) and the peak positions of γ were analyzed and discussed to understand a relationship between intergranular stress in γ and the occurrence of martensitic transformation during deformation. From tensile loading, it was found that the susceptibility of martensitic transformation depended on γ-(hkl) grains, in which γ-(111) grains underwent martensitic transformation at the latest. The volume fractions of γ were found to decrease during applying load, but almost unchanged during holding the constant load in creep tests where the lattice strains of γ-(hkl) grains were mostly unchanged. The γ-hkl dependence in the susceptibility of martensitic transformation was found to be controlled by the shear stress levels in γ-(hkl) grains, which were affected by the intergranular stress partitioning during deformation.
View full abstractDownload PDF (5146K) Full view HTML
- |<
- <
- 1
- >
- >|