
- |<
- <
- 1
- >
- >|
-
Kazuki Masaoka, Tadayuki Yamada, Toshiaki Horiuchi, Takaomi Itoi, Seij ...Article type: Regular Article
2019 Volume 83 Issue 8 Pages 257-263
Published: August 01, 2019
Released on J-STAGE: July 25, 2019
Advance online publication: June 21, 2019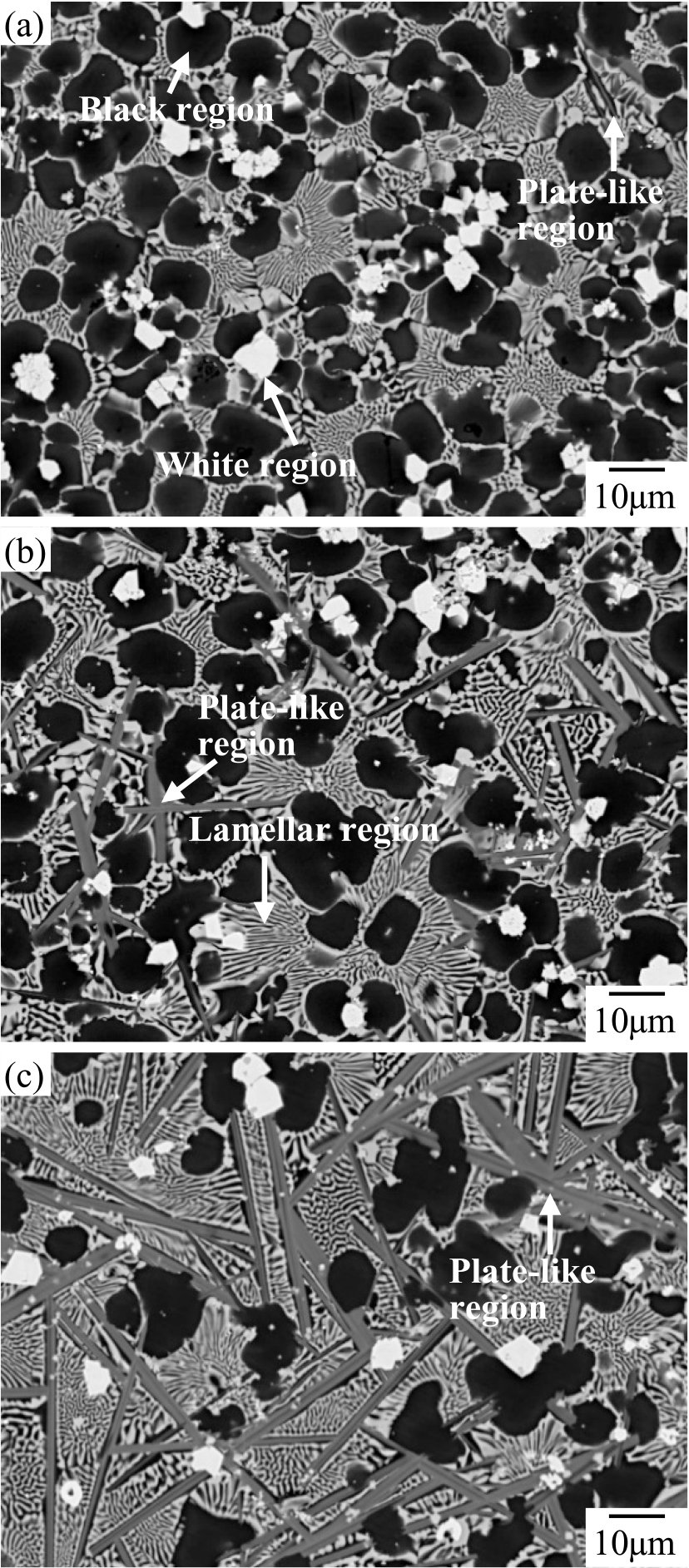 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLMg alloys with long period stacking ordered (LPSO) phases are categorized into two types. Mg alloys where the LPSO phase forms in as-cast state are categorized as Type I, while those where the LPSO phase does not appear in as-cast state but forms during heat treatment are categorized as Type II. However, the origin of the formation type of Mg alloys with LPSO phases still remains poorly understood. In the present study, three different Mg85(Al, Zn)6Gd9 quaternary alloys were prepared to elucidate the dominant factors that determine the formation type of Mg alloys with LPSO phases. The α-Mg, Al2Gd, Mg3Gd and LPSO phases were characterized in the as-cast quaternary alloys by microstructural observation, composition analysis and crystal structure analysis by using electron probe microanalysis and X-ray diffraction. It indicates that all the quaternary alloys are categorized as Type I even though the original two ternary Mg85Al6Gd9 and Mg85Zn6Gd9 alloys are categorized as Type II. The crystal structure of the LPSO phases observed in the as-cast alloys is considered to be 18R with dilute solute elements. The amount of the LPSO phases in the as-cast state increases with increasing the Zn content in the alloys. It is considered to be the cause of destabilization of the primary crystallized Al2Gd phase by the addition of Zn and hence relative stabilization of the LPSO phases. It is thus concluded that the relative phase stability in the vicinity of the LPSO phase is considered to be crucial for determination of the formation type of Mg alloys with LPSO phases.
Fig. 1 Backscattered electron images of the as-cast (a) Mg85Al4Zn2Gd9, (b) Mg85Al3Zn3Gd9 and (c) Mg85Al2Zn4Gd9 alloys. Each microstructure consists of the black, white, lamellar and plate-like regions. Fullsize ImageView full abstractDownload PDF (2880K) Full view HTML -
Hiroshi Fukutomi, Hyung-Gyun Park, Kwon-Hoo Kim, Kazuto Okayasu, Makot ...Article type: Regular Article
2019 Volume 83 Issue 8 Pages 264-272
Published: August 01, 2019
Released on J-STAGE: July 25, 2019
Advance online publication: June 21, 2019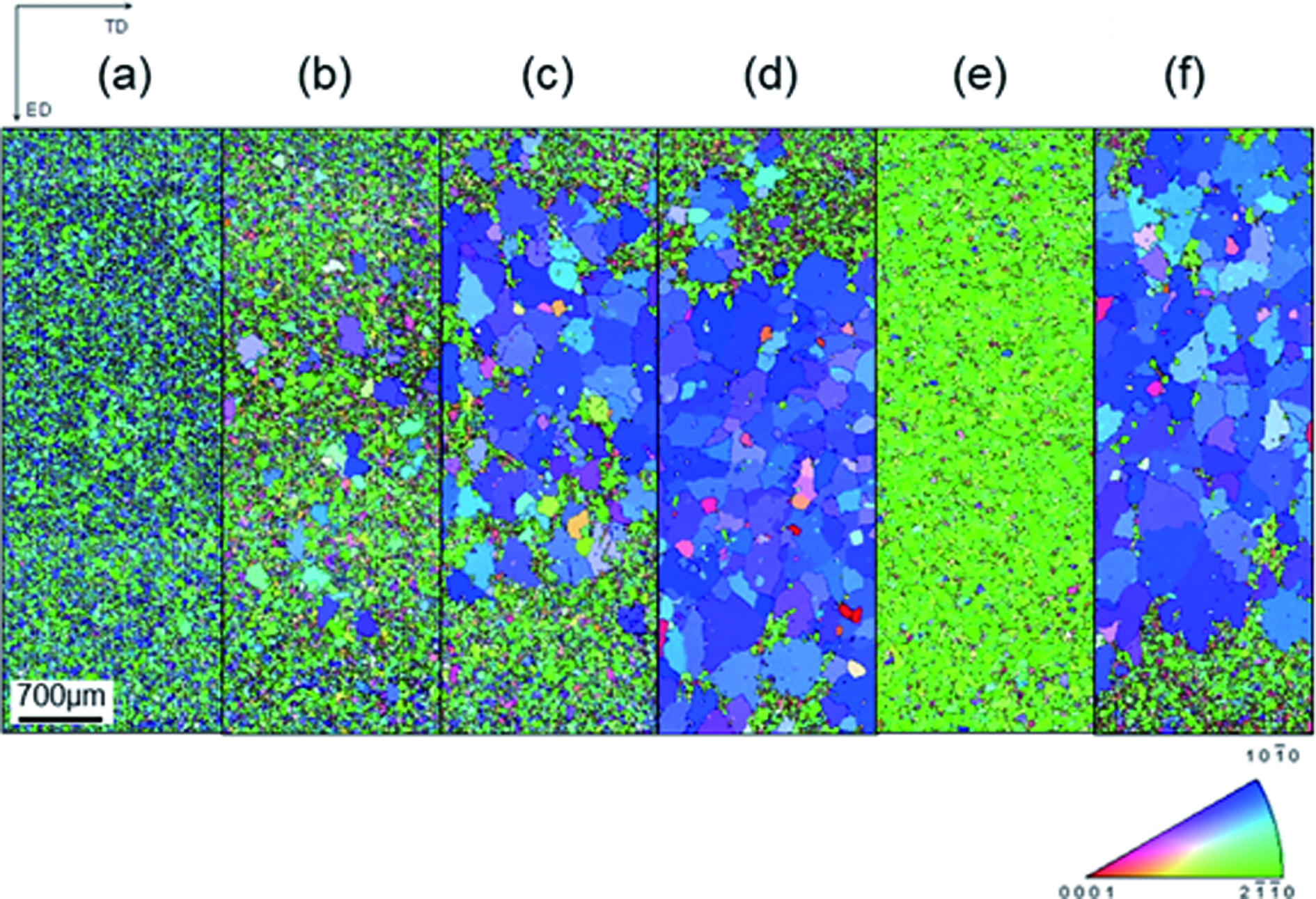 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThe effects of pre-existent textures on the evolution behaviors of microstructure and texture at high-temperature plane strain compression deformation of AZ31B magnesium alloy have been studied. Deformation is conducted at 723 K with a strain rate of 5.0 × 10−2 s−1, up to −1.3 in true strain. When non-basal slip systems are the primary slip systems, {1120}<1010> texture develops. In this case, repeated change in microstructure and texture which was found in the previous work appeared with increasing strain. Namely, replacement of {1120}<1010> texture with {1010}<1120> texture and the reverse phenomenon occurs. While the {1120}<1010> oriented grains are small and with wavy shaped grain boundaries, the {1010}<1120> oriented grains are large and with rather straight grain boundaries. The mechanism of repeated change in microstructure and texture is discussed on the basis of preferential dynamic grain growth mechanism proposed by the authors.
Repeated change in microstructure and texture during high temperature plane strain compression deformation of AZ31B (a) before deformation, after deformation up to true strains of(b) −0.3,(c) −0.4,(d) −0.7,(e) −0.8 and(f) −1.0. The colors indicate the orientations of the compression plane. Mechanism of the changes is explained on the basis of preferential dynamic grain growth mechanism. Fullsize ImageView full abstractDownload PDF (6941K) Full view HTML -
Yoshinori Sakamoto, Kazuto Tsuda, Wataru Yamazaki, Masaomi Shimura, So ...Article type: Regular Article
2019 Volume 83 Issue 8 Pages 273-281
Published: August 01, 2019
Released on J-STAGE: July 25, 2019
Advance online publication: June 14, 2019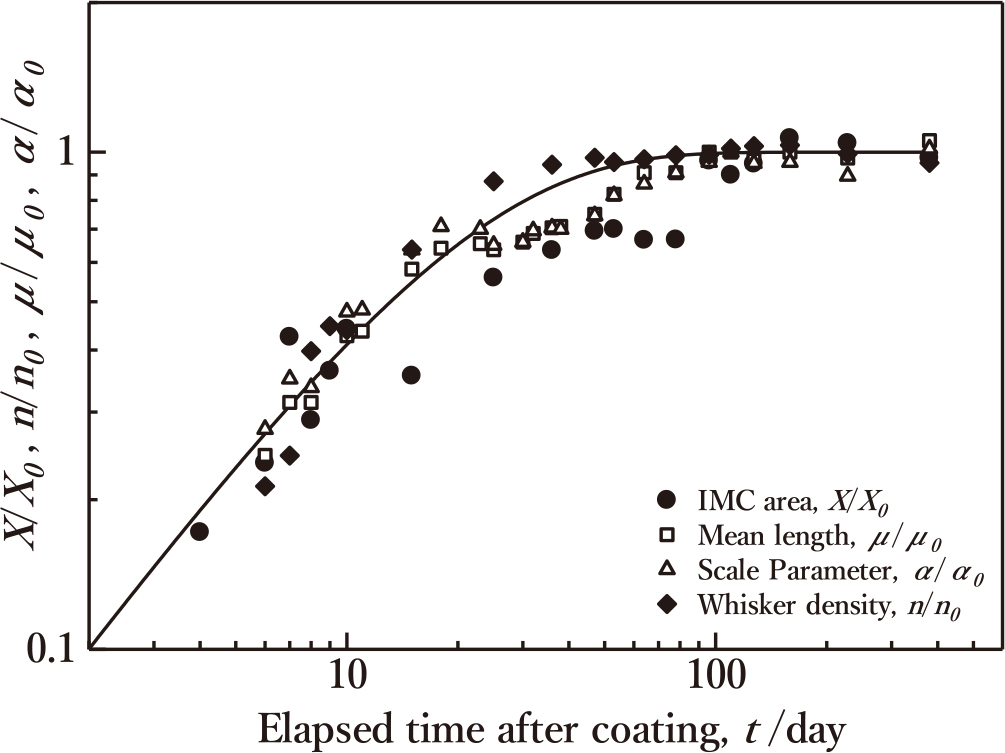 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLIn this study, the occurrence and growth behavior of many whiskers occurred on the Sn/Cu plating system was observed over a long period of more than 1 year. The growth behavior of whiskers was analyzed statistically and quantitatively using the whisker length distributions and their temporal change. The whisker length distribution was approximated well with the 3 parameter Weibull distribution. Of the three parameters, the location parameter γ was constant at 4.9 μm regardless of the elapsed time. The scale parameter α increased at the beginning of the time and did not change after reaching the constant value. In addition, the scale parameter α almost agreed with the average length of whiskers. The shape parameter m gradually approached from the initial value of 2 to the value of 1 in the later time. In other words, the whisker length distribution was initially in the form of a lognormal distribution, but it changed to an exponential distribution over time. The relationship between whisker length l and an elapsed time t can be approximated well by the exponential function of expression, l = l0{1 − exp(−klt)} and the whisker growth rule is expressed by expression, dl⁄dt = l0klexp(−klt) = kl(l0 − l). Here, l0 is the whisker length at saturation and kl is the experimental constant. Relatively short whiskers with length 20 to 70 μm were slow in growth rate and stopped growing at an early stage. On the other hand, long whiskers grown to over 200 μm grow faster and longer than short whiskers, but finally stopped growing.
Fig. 13 Time variations of IMC area ratio X, whisker average length μ, whisker density n, and scale parameter, α. These values are standardized with each of the saturated values, X0 = 28%, μ0 = 22 μm, n0 = 251 mm−2, α0 = 21 μm. Fullsize ImageView full abstractDownload PDF (2552K) Full view HTML -
Sakiko Kashiwase, Mariko Unekawa, Hiromu Hisazawa, Yoshihiro TeradaArticle type: Regular Article
2019 Volume 83 Issue 8 Pages 282-287
Published: August 01, 2019
Released on J-STAGE: July 25, 2019
Advance online publication: June 28, 2019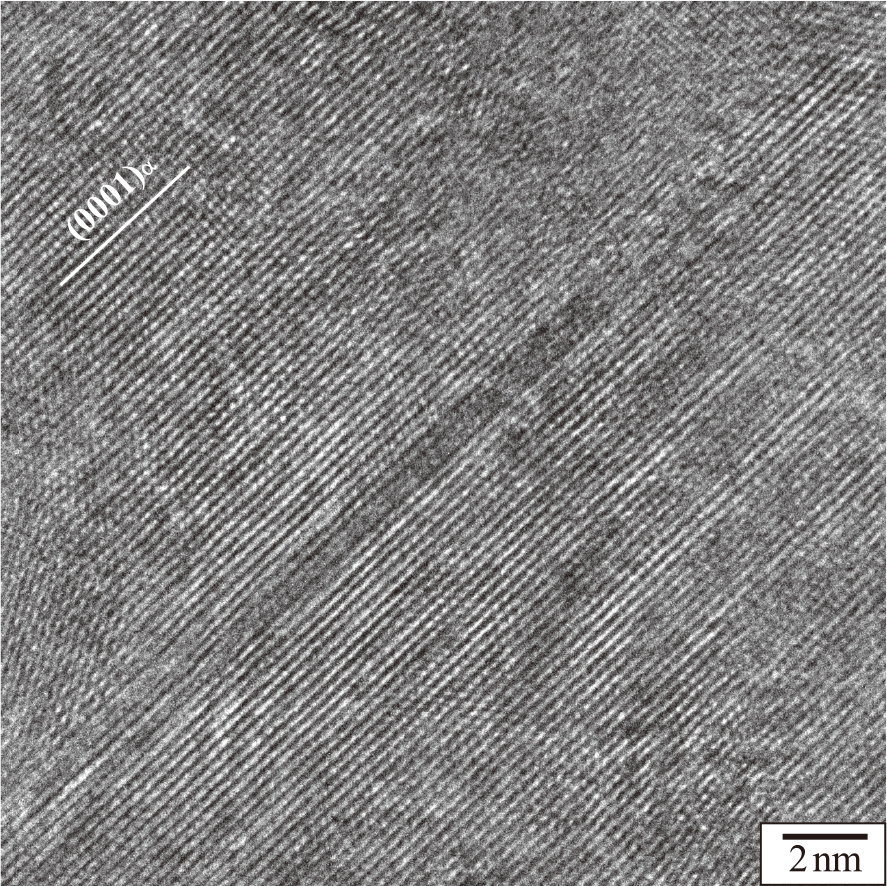 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThe coarsening kinetics of the fine C15–Al2Ca Laves phase with a plate-like morphology, which precipitated within the primary α-Mg grains, were investigated for the Mg–5Al–1.5Ca alloy aged at 523 K. The Al2Ca precipitate coarsened with remaining coherency in the aging time below 300 h, and the quantitative relationship was obtained between precipitate length, l, and aging time, t, as follows; l ∝ t 0.23. By contrast, the α/C15 coherent interface turned to the semi-coherent one by the introduction of misfit dislocations on the planar surface of the precipitates in the aging time above 300 h, which resulted in the promotion of Al2Ca coarsening. The Al2Ca phase was deduced to precipitate through a nucleation and growth mechanism rather than spinodal decomposition, and its coarsening was explained using the terrace-ledge-kink mechanism. The aspect ratio of Al2Ca precipitates was predominantly decided by the aging temperature, and it decreased at higher aging temperatures.
Fig. 2 HRTEM image of the coherent C15–Al2Ca precipitate observed in the Mg–5Al–1.5Ca alloy aged at 523 K for 10 h, taken with B = [11-20]α. Fullsize ImageView full abstractDownload PDF (8434K) Full view HTML -
Yoshihiko Hangai, Ryusei Kobayashi, Ryosuke Suzuki, Masaaki Matsubara, ...Article type: Rapid Publication
2019 Volume 83 Issue 8 Pages 288-291
Published: August 01, 2019
Released on J-STAGE: July 25, 2019
Advance online publication: May 31, 2019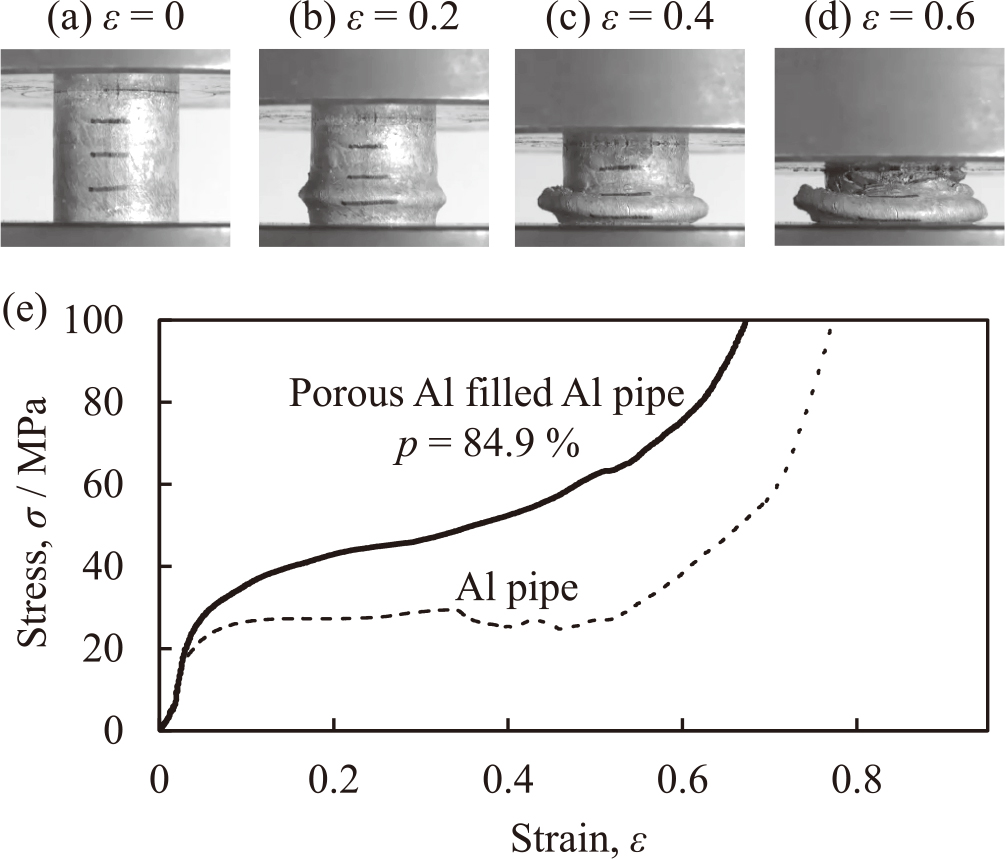 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLIn this study, porous aluminum (Al) filled Al pipe was fabricated from recycle Al chips by friction stir back extrusion (FSBE). It was shown that curl powder can be consolidated to form an Al pipe by the plastic flow generated during FSBE. A mixture of Al burrs of Al high-pressure die-castings and a blowing agent powder can be sufficiently consolidated to form an Al precursor that is coated on the inner surface of the fabricated Al pipe. By heat treatment of the precursor coated Al pipe, porous Al was sufficiently filled in the Al pipe in the entire sample. From compression tests of the sample, it was shown that the Al pipe of the sample was sufficiently consolidated, and the combination of porous Al and Al pipe improves the compressive properties of Al pipe and porous Al.
Fig. 4 (a)-(d) Deformation behavior during compression tests of porous Al filled Al pipe. (e) Stress–strain curves of porous Al filled Al pipe and Al pipe. Fullsize ImageView full abstractDownload PDF (1205K) Full view HTML
- |<
- <
- 1
- >
- >|